
数控铣床怎么对刀?
数控铣床对刀的步骤如下: 选择机床上的点作为工件坐标原点,这是对刀的第一步。通常,工件坐标原点是机床上的一个已知点,它相对于机床零点的位置是已知的。 对刀时,需要选择一个刀具,将该刀具移动到工件坐标原点。
(1)采用千分表对刀。该种操作方法比较麻烦,效率较低,但对刀精度较高,对被测孔的精度要求较高,该方法适用于经过铰或镗加工的孔,对于粗加工后的孔不宜采用该方法。(2)采用寻边器对刀。
在数控加工中,工件坐标系确定后,还要确定刀具的刀位点在工件坐标系中的位置。即常说的对刀问题。数控机床上,目前,常用的对刀方法为手动试切对刀。

数控铣床如何使用?
如果程序简单,可以通过键盘直接在CNC控制面板上输入。如果程序很简单,只加工一件,就没必要保存程序。MDI可用于逐步输入和处理。另外,程序中用到的工件原点、刀具参数、偏置和各种补偿也必须在加工前输入。
.数控铣床一般操作步骤(l)书写或编程加工前应首先编制工件的加工程序,如果工件的加工程序较长且比较复杂时,最好不要在机床上编程,而采用编程机或电脑编程,这样可以避免占用机时,对于短程序也应写在程序单上。
RESET(复位键):2 . 按下此键,复位CNC系统。包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。

数控三菱M70铣床怎么分中棒对刀
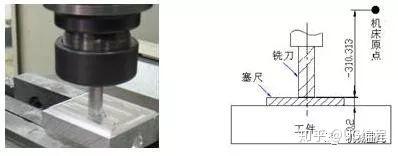
手动对刀步骤:\x0d\x0a用个6mm或8mm等等随便多大都可以,最好用整数的刀棒,要标准点的。\x0d\x0a(1)用6MM,Z轴手动下降至距离工件表面大约6MM处,手轮方式移动单位改成0.01。
数控铣床对刀的步骤如下: 选择机床上的点作为工件坐标原点,这是对刀的第一步。通常,工件坐标原点是机床上的一个已知点,它相对于机床零点的位置是已知的。 对刀时,需要选择一个刀具,将该刀具移动到工件坐标原点。
以便确定机床坐标系于工件坐标系间的相互位置关系。对刀应尽量选择在工件的设计基准或工艺基准上,以保证加工的位置精度。对刀点应尽量选择在找正容易,便于对刀且在加工中检查方便的地方。
在补正那里面,按菜单到加工那里面,参数8002输入为零即可。
修改了坐标偏移!两种情况,一种是用10毫米刀棒在工件表面间接对刀,然后在坐标偏移或G54的Z坐标里面向下-10。另外一种情况就是,在另外一个不相干的平面上对刀的。
CNC数控铣床加工前是怎么对刀的??
对刀是影响数控铣床加工质量的一项重要环节,在数控铣床对刀前必须做好对刀点和换刀点的确定,进而确定工件坐标系在机床坐标系中位置的基准点。
先将主轴停止转动,并把主轴移动到合适的位置,调取加工程序,对刀完成,准备正式加工。
数控铣削加工的对刀 当工件以及刀具(或对刀工具)都安装好后,可按下述步骤进行对刀操作。
数控铣床如何对刀?
1、数控铣床对刀的步骤如下: 选择机床上的点作为工件坐标原点,这是对刀的第一步。通常,工件坐标原点是机床上的一个已知点,它相对于机床零点的位置是已知的。 对刀时,需要选择一个刀具,将该刀具移动到工件坐标原点。
2、(1)采用千分表对刀。该种操作方法比较麻烦,效率较低,但对刀精度较高,对被测孔的精度要求较高,该方法适用于经过铰或镗加工的孔,对于粗加工后的孔不宜采用该方法。(2)采用寻边器对刀。
3、在数控加工中,工件坐标系确定后,还要确定刀具的刀位点在工件坐标系中的位置。即常说的对刀问题。数控机床上,目前,常用的对刀方法为手动试切对刀。
 扫一扫微信交流
扫一扫微信交流
发布评论