

加工中心G指令M指令怎么用?
\x0d\x0aG54~G57设置零点偏移,建立工件坐标系\x0d\x0aG54/G55/G56/G57:调用第1至第4可设置零点偏置。
三菱系统加工中心G指令:M70自动刀具建立。M71刀套向下。M72换刀臂60°。M73主轴松刀。M74换刀臂180°。在MDI状态下把K4和K5的参数改为1,然后在手动状态下按启动键。它可以分步完成换到动作。
【答案】:准备功能G指令是使数控机床建立起某种加工方式的指令,例如插补、刀具补偿和固定循环等。
G01两轴插补,切削至终点截面,如果加工结束则停止。 (3)G01退刀I到安全位置,同时进行辅助切面光滑处理。 (4)G00快速进刀到高工面I外,预留I进行下一步切削加工 ,重复至1。
去痘子真的麻烦呢,可是近两个月的付出和努力,用了这款精华,我终于淡化了许多。每日早起排便的习惯,进头像主业看看。
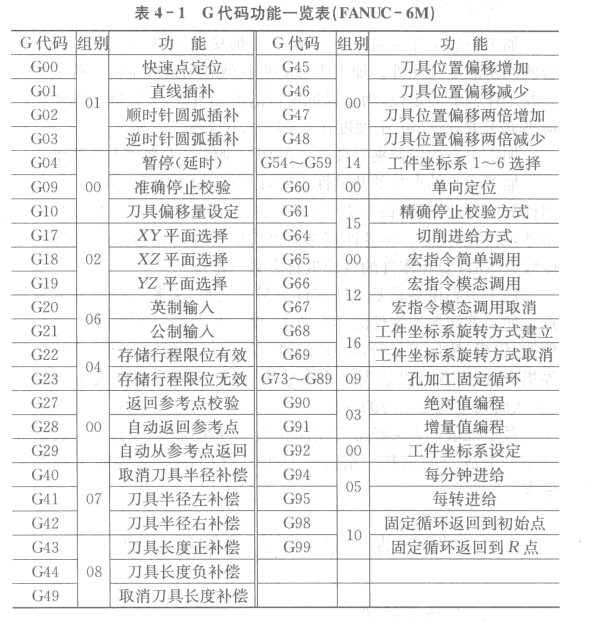
G代码是准备功能,如G00是快速点定位,G01是直线插补,G02顺时针圆弧插补,G03逆时针圆弧插补。M代码是辅助功能,如M3是主轴正转,M4是主轴反转,M5主轴停止,M8切削液开,M9切削液关。
加工中心的编程指令有那些?
第一步:编写攻丝程序编写 G0G90G54X0Y0 S300M3 G43H1Z50.M8 M29S300 G98G84RZ-1F600 (F=转速X牙距) G0Z200.M9 G80M5 M30。
加工中心攻螺纹编程可以使用G84指令,格式为:G84 G_X_Y_Z_R_F_;其中F=主轴转速×螺纹螺距。另外,还有一种方法是使用螺纹铣刀,铣螺纹,指令为G02或G03。
FFWON(进给前馈控制功能)。使用该指令,避免在程序段过渡位置的减速,平滑最大轮廓速度,更快完成零件加工。使用FFWOF功能指令关闭进给前馈控制功能。(4)BIRSK(不带突变限制功能),SOFT(突变限制功能)。
加工中心编程指令
第一步:编写攻丝程序编写 G0G90G54X0Y0 S300M3 G43H1Z50.M8 M29S300 G98G84RZ-1F600 (F=转速X牙距) G0Z200.M9 G80M5 M30。
加工中心攻螺纹编程可以使用G84指令,格式为:G84 G_X_Y_Z_R_F_;其中F=主轴转速×螺纹螺距。另外,还有一种方法是使用螺纹铣刀,铣螺纹,指令为G02或G03。加工中心攻丝指令是用于在加工中心上进行攻螺纹的编程指令。
在加工中心编程中,G00是一个控制指令,代表快速定位(Rapid positioning)操作。通过使用G00指令,加工中心可以快速的移动到目标位置,而不会进行任何的加工操作。
Z坐标在G1指令中设定,表示下刀深度。在结束加工时,使用M5指令关闭主轴,并使用M30指令结束程序。请注意,以上代码仅供参考,具体的编程方式还需要根据加工中心的型号、刀具、工件形状等因素进行调整。
不同的系统指令格式稍有区别。比如:华中的。G02/G02 X Y Z R F 或者G02/G02 X Y Z I J F其中,整圆编程只能用I J方式编程。
西门子加工中心g指令是什么意思
1、G代码是数控程序中的指令。一般都称为G指令。使用G代码可以实现快速定位、逆圆插补、顺圆插补、中间点圆弧插补、半径编程、跳转加工。
2、注释:指令G9仅对自身程序段有效,而G60 准确定位一直有效,直到被G64取代为止。
3、D后面的数字代表你所使用的刀长补偿,里面的输入的刀半径。举个例子,铣直径100的孔,用半径25的合金铣刀,下刀位置在零点圆心。
4、G代码是数控程序中的指令,一般都称为G指令。使用G代码可以实现快速定位、逆圆插补、顺圆插补、中间点圆弧插补、半径编程、跳转加工。
 扫一扫微信交流
扫一扫微信交流
发布评论