
加工中心铣圆怎么编程,深度40mm?
1、数控铣床圆编程时IJ就是圆心相对于圆弧起点的相对值。其中I相对于X,J相对于Y。举例:走一个直径100的圆,假设圆心位置上的X方向相对于圆弧起点是正50,Y方向是负40。
2、一般操作,发那科系统铣床 ,在手动编辑里面编制程序就可以了。
3、先让刀尖走到圆弧起点,再用G02或G03指令让刀尖走到圆弧终点即可。
4、有3种方法:1。用R编程,用这种方法实际上只能编圆弧,不能编整园,圆心角小于180度R取正值,大于或者等于180度r用取负值,也就是如果是铣整园至少要分两段。
西门子系统如何加工中心编程各代码?
西门子加工中心G代码代码名称-功能简述 : G00-快速定位,G01-直线插补,G02-顺时针方向圆弧插补,G02也可以写成G2。G03-逆时针方向圆弧插补,G04-定时暂停,G05-通过中间点圆弧插补,G07-Z 样条曲线插补 。
在西门子系统的机床编程中,可以使用G92命令来进行坐标系的转移。该命令可以将任意轴的当前位置设置为新的零点,并将其余轴相应地移动一个偏移量,从而实现零点的重新定义。
西门子加工中心机床使用的是数控系统,计算加减乘除需要在程序中通过西门子语言进行编写。
CNC数控编程的代码都有哪些?各自代表什么意思?
G:代表准备功能代码,如G00快进,G01进给,G02顺时针圆弧插补,G03逆时针圆弧插补。M:代表辅助功能代码,如M03主轴正转,M04主轴反转,M05主轴停止。S:代表主轴转速代码,如S500指定主轴转速为500转每分钟。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。反之,像原点返回代码就叫“一般代码”。每一个代码都归属其各自的代码组。在“模态代码”里,当前的代码会被加载的同组代码替换。
数控技术也叫计算机数控技术(CNC,Computerized Numerical Control),它是采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮的控制程序来执行对设备的运动轨迹和外设的操作时序逻辑控制功能。
加工中心最全的G代码和M代码有哪些
辅助功能指令由字母M和其后的两位数字组成,主要用于完成加工操作时的辅助动作。常用的M指令见表2。
G43:长度正补偿 。G44:长度负补偿 。G49:取消刀具长度补偿。
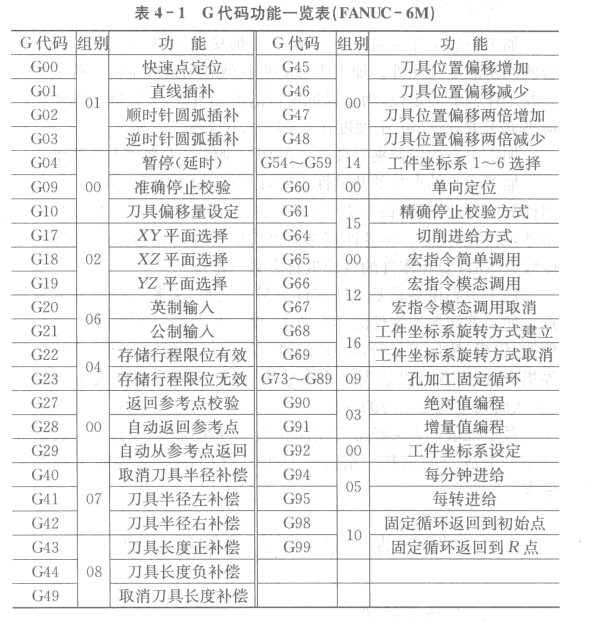
G代码是准备功能,如G00是快速点定位,G01是直线插补,G02顺时针圆弧插补,G03逆时针圆弧插补。M代码是辅助功能,如M3是主轴正转,M4是主轴反转,M5主轴停止,M8切削液开,M9切削液关。
G:代表准备功能代码,如G00快进,G01进给,G02顺时针圆弧插补,G03逆时针圆弧插补。M:代表辅助功能代码,如M03主轴正转,M04主轴反转,M05主轴停止。S:代表主轴转速代码,如S500指定主轴转速为500转每分钟。
cnc加工中心g代码
G代码是一种用于控制机床运动的标准语言,在数控加工中心中可以用它编写程序,来控制机床运行。G代码是以G为开头的字母码,也就是一组字母和数字组成的一个指令,能够使机床移动到预先设定好的坐标位置。
G代码是数控程序中的指令。一般都称为G指令。使用G代码可以实现快速定位、逆圆插补、顺圆插补、中间点圆弧插补、半径编程、跳转加工。
西门子加工中心G代码代码名称-功能简述 : G00-快速定位,G01-直线插补,G02-顺时针方向圆弧插补,G02也可以写成G2。G03-逆时针方向圆弧插补,G04-定时暂停,G05-通过中间点圆弧插补,G07-Z 样条曲线插补 。
G53---直线偏移,注销 一般情况下,是在一次装夹中加工2个或2个以上的零件时用的。
 扫一扫微信交流
扫一扫微信交流
发布评论