
在加工中心的操作中如何避免过切现象?
在加工中我们还需要注意精加工零件上的内轮廓圆角半径必须大于或等于刀具的半径,选用半径小于拐角处圆角半径的刀具以圆弧插补的方式或斜线插补的方式进行加工,这样可以避免采用直线插补而出现过切现象,保证模具精加工质量。
看看有没有意外的刀具路径出现,一旦出错,迅速按下急停按钮。另外在加工中心的日常操作中从工件材质到夹装因素从设备故障到日常规章都要有一套严格的准则。工件材料方面要留意是否过硬,是否容易变形,是否有缺陷。
精铣前必须用较小的直径的刀将角位的余量粗清角,无法清角的地方,必须做曲面挡住,避免精铣时角位余量过多导致刀具损坏,要保证精铣时余量是均匀的.ug软件用2D面铣时,容易过切侧面需在侧壁余留0.4mm防过切。

数控编程半径补偿什么意思?
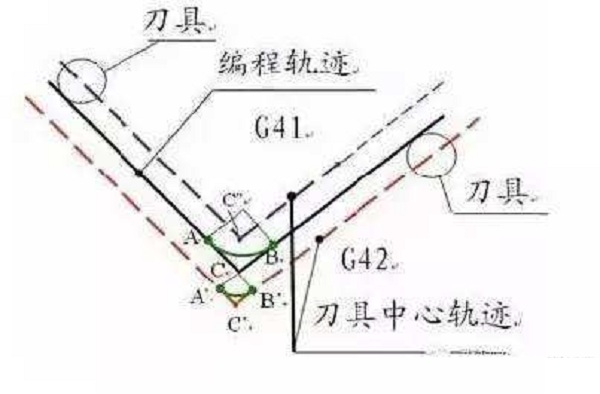
刀具半径补偿:数控机床在加工过程中,刀具半径补偿所控制的是刀具中心的轨迹,为了方便起见,用户总是按零件轮廓编制加工程序,因而为了加工所需的零件轮廓。
当数控系统具备刀具半径补偿功能时,编程只需按工件轮廓线进行,数控系统会自动计算刀心轨迹坐标,使刀具偏离工件轮廓一个半径值,即进行半径补偿。
刀具半径补偿是数控加工中的一项重要操作,其作用是在加工过程中根据刀具的几何形状进行误差修正,从而保证加工精度和加工质量。
加工中心刀具半径补偿的奇怪问题
1、加工中心刀径补偿超限通常是由于加工中心的刀具尺寸或刀具长度与程序中设置的尺寸不匹配所导致的。要清除刀径补偿超限,您可以按照以下步骤操作:检查加工中心的刀具,确保其尺寸和长度符合程序中设置的尺寸。
2、其实铣圆的外形 不用半径补偿也是可以的, 但你编程序的时候 X方向进刀的实际尺寸必须要加上你刀具的半径。
3、如是等于刀具半径,可将编程圆弧加大0.1即可。另:刀补或磨耗里的修正值切忌输入过大尺寸。刀具半径大于拐角半径会造成过切 ;刀具半径补偿错误会造成过切;刀具半径系统参数错会造成无法使用刀具半径补偿。
4、因为你加刀具半径补偿的时候没有任何移动啊,全是在X1Y-13点上,加半径补偿的那一行程序一定要移动一个距离,而且这个距离要大于你的刀具半径补偿里设定的数值。
5、路线宽度是40 当刀具半径为5时 偏移值为5 路线宽度是41 实际加工 程序不改变,刀具不换, 槽实际小 。
刀具半径补偿过切的原因
引刀线长度小于刀具补偿值。内轮廓加工中最小曲率半径小于刀具补偿值。切削时用逆铣而刀具补偿值设定过小。退刀引线未脱离理论轮廓执行刀具补偿撤销。以上是手工编程容易出现过切报警的原因。
刀尖半径补偿模式下,数控系统把刀具看作一个圆,这个圆与轮廓线始终相切。例如:下图红色圆为刀具,当刀具移动到槽底的时候,会造成过切,剖面线区域为过切区域。
进行刀具的半径补偿的原因:节省时间:刀具的半径补偿在编写程序的时候更为简单和容易,可以节省大量的时间。精度高:刀尖圆弧半径补偿在数控车床加工工件的过程中,大大提高了工件的数值精确度。
通常因为刀具轨迹处理不当或者工艺编制不当等原因引起,通俗的说话就是加工的时候把不应该加工的位置切掉了。
 扫一扫微信交流
扫一扫微信交流
发布评论