

炮塔铣床的结构特点
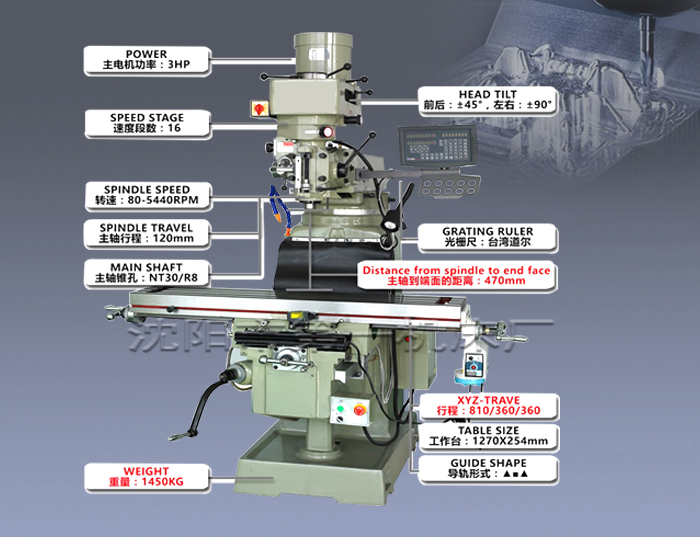
1、炮塔铣床结构紧凑,体积小,灵活性高,铣头能左右回转90度,前后回转45度,摇臂不仅能前后伸缩,并可在水平面内作360度回转,大大提高了机床的有效工作范围。
2、◎前后滑道及高周波硬化处理, 精密研磨。◎主轴管表面高周波硬化处理度硬硌, 精密研磨。◎升降座滑道硬化处理, 精密研磨。◎Y、Z轴为方形滑道。◎X轴为燕尾滑道。◎床身整体铸造, 钢性强、寿命长。
3、主轴变速范围大,转速高。主轴套筒可机动定程进给,并设有过载保护装置。主轴套筒,机床导轨,工作台都经高频加硬处理,美观,实用。立式转塔铣床可选装机动进给装置和数显系统。

炮塔铣床上钻孔(端面上钻孔),找好中心后,钻出来的孔距...
在敲击样冲眼时,首先是轻轻敲打,然后从多个方向观察所敲击的样冲眼是否偏离孔的十字中心线的交点,判断无误后,再将样冲眼加大,以保证钻孔时标准麻花钻准确地定心。
用立铣加工法用立铣加工,其程序如下:把工件装夹在立铣工作台上,用立铣头先钻出第一个孑L,根据图样,把孑L距尺寸换算成纵向、横向坐标尺寸,然后按尺寸在纵、横方向,分别移动工作台,再钻第二个及其他孑L。
如果孔的精度要求较高可选用优质的合金钻头,或者用小于孔径0.3/0.5的钻头粗加工,在用绞刀精加工。 加工中心钻孔偏小怎么返工 两个方法,第一种,重新找正装夹好,再钻一遍。
最好用中心钻先点孔定下位。钻头装夹长度,加工时的转速进给都会对孔位产生影响。
原因:按正常来讲,用钻头钻孔偏心超过0.1MM属于正常范围。位置要求有0.08MM的要求,就必须进行精加工。首先确认是哪方面的原因造成了位置偏移。考虑加工中心主轴。
然后停下来对准需要钻孔的十字中心处,再开钻床,轻轻用力往下压,这时就会看到一个很准确的圆坑出现在十字中心处,然后换上小钻头或中心钻、预钻孔,随后用精扩钻扩孔,这样做既保证了孔的精度,也保证了孔的位置度。
炮台铣电子尺函数功能怎么用
1、首先找到中心点。CT POS.输入直径。DIA.输入孔数。NUMBER.起始角度。ST ANG.终止角度。ED ANG.进入加工,每次把X、Y轴数字走动到零即可。
2、步骤如下:打开铣床电子尺的控制面板或操作界面。在控制面板中找到相关的设置选项,可以在菜单或设置按钮下找到。进入设置菜单后,寻找与电子尺倍率或分辨率相关的选项,被称为倍率调整或分辨率设置。
3、按Y键,按显示在Y轴方向移动至显示为零。 调整工件的角度,使工件触碰到测量工具并使其到零。
铣床上加工孔的方法
1、装夹:用抹布擦洁净机床台面、夹具表面、工件基准面,然后将工件夹紧,按要求装夹平整、牢靠,且方便随时查询和测量。需要留心工件的装夹方法,以防工件因装夹而变形。
2、用炮塔铣床加工精密工件孔方法如下:当把待加工的工件安装在主轴上时。使用炮塔铣刀切削工件,形成所需尺寸的孔。它具有高精度、高速度、低能耗等特点。可加工出精密尺寸的孔,具有广泛的应用前景。
3、常用的内孔加工方法有螺旋插补铣削、圆周插补铣削、插铣或Z轴铣削。其特点为:螺旋插补铣削:用铣刀斜向铣入工件毛坯或已加工出的预孔。然后在X/Y向圆周运动的同时沿Z轴螺旋向下铣削,以实现扩孔加工。
炮塔铣床数显面板怎么用的
炮塔铣床数显面板每个品牌的使用方法都不相同,需要参考其说明书进行操作。数显面板使用书:清零:X,Y,Z。操作者可在任何位置将显示坐标归零。例:按键x,X轴清零。按键y,Y轴清零。按键z,Z轴清零。输入坐标:X。
使用立式炮塔铣床来进行铣削,要求不高的话,可以先夹在平口钳上,用两手同时摇横向和纵向手柄铣。
首先使用工具来找出需要测量的工件的中心,然后以中心点为数显XY线的0位点.接着点击如图箭头左边的图形。图上面圆形上面几个点就是圆周分孔的图形。
炮塔铣床主轴松了怎么调
1、回力弹簧失效或者断掉了,建议拆开看一下,非常简单,把手动下刀把手拿下来,里面的螺丝拆掉,然后把法兰抽出来就能看到里面的弹簧了。
2、首先检查下机头右下方的主轴锁紧是否良好,有时候这个会卡死,你可以弄一个木块垫上,用锤子砸下。就好了。
3、用百分表吸住广东莹瞬铣床主轴表针对着工作台,开始360度旋转。先调前后,前后万象头有三颗紧固螺丝顶部有根蜗杆调到前后工作台在1丝以内即可。
4、主轴的上端花螺母松掉了,套筒和主轴的间隙过大,因为主轴最下端的轴承是圆柱锥型轴承,主轴和套筒之间间隙过大,所以会摆动。如果是这种情况,把主轴拆下来,紧紧花螺母就可以了。
5、炮塔铣床头部各个功能,主要通过铣头上的控制手柄来实现,比如铣头主轴高低速的切换、主轴刹车、皮带换挡百位、自动下刀等。
 扫一扫微信交流
扫一扫微信交流
发布评论