
加工中心刀库怎么样都是不转
刀库转不到位的原因可能有:电动机转动故障,传动机构误差。刀套上下不到位 原因可能是:装置调整不当或加工误差过大而造成拨叉位置不正确;限位开关安装不正确或调整不当而造成反馈信号错误。
建议首先查找下Z轴负载报警的原因,不知道您使用的什么数控系统,一般情况下,负载这个信息是不会误报的,应该哪里有问题,该归远点大的归原点,然后再试试。
用拆刀扳手两个同时拆刀!2要是液压的手动捅阀复位:先把刀库旋转定位销的电磁阀手动按住,然后手动按下刀库反转的电磁阀,让两把刀往后退一点再手动拆刀。
里面有几个按钮一个是 刀套下 一个刀套上 一个放气(松) 还有就是刀盘解锁,按住刀盘解锁,手动转动刀盘,看主轴上有个灯 亮了刀盘就复位了。你的刀盘位置偏了,卡住了 只要手工转回来 刀库复位一下就行了。
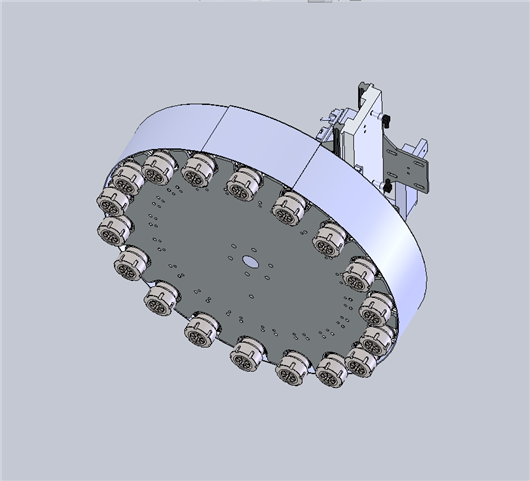
小巨人数车刀台感应不到感应器刀盘不转怎么回事?
刀盘在旋转还是不转。如果是在旋转找不找刀位,一般是传感器坏了。如果是不转,原因比较多,液压马达有问题,锁紧油缸有问题,凸轮有问题等。
不是,感应开关只是发讯盘的组成部件之一。每一个单位对应一个霍尔感应器,随刀盘上刀体旋转,霍尔开关接近磁铁就会发出信号。告诉上位机现在刀库到了什么位置。那个边上固定的白色小块就是磁铁。中间的那些线就是感应器。
你好,如果感应不到的话,那么就应该是它的感应器或者是磁传感器出了问题,这种情况的话还需要送到专业的维修店里边去进行维修。

加工中心主轴撞刀不动了,手轮和手动都不行
1、后重新上电,使系统复位,同时更改刀具号,机床换刀正常。根据分析原因制定出解决方法 在机床换刀发生碰撞后,首先检查并更换X、Y、Z 轴控制板上损坏的元件,保证机床各部分能够单独工作正常。
2、松刀电磁阀损坏。主轴打刀缸损坏。主轴弹片损坏。主轴拉爪损坏。客户气源不足。松刀按钮接触不良。线路折断。打刀缸油杯缺油。客户刀柄拉丁不符合要求规格。
3、用的是刀臂式刀库吧!那是刀臂没有复位所致的。用手把刀臂复位试试。
4、撞机了不能动?首先确认撞击是否有被厂家锁住,厂家可能会锁住,撞击报警被锁和系统关系不大,无非就是机床厂家加了点PLC程序或者软件修改一下。想办法改掉PLC,实在不行,你可以恢复系统,恢复到出厂设置或者备份时间段。
5、控制面板上X键用的次数多了,不灵活了,使劲按几次试试,不行的话就换个新的按键开关。
 扫一扫微信交流
扫一扫微信交流
发布评论