

永裕昌炮塔铣床的操作
炮塔铣床数显面板每个品牌的使用方法都不相同,需要参考其说明书进行操作。
使用立式炮塔铣床来进行铣削,要求不高的话,可以先夹在平口钳上,用两手同时摇横向和纵向手柄铣。
X方向:X方向通常表示刀具在铣床上的左右移动方向,在炮塔铣床操作中,可以根据工作台或刀具的移动方向来判断X方向,如果工作台或刀具向左移动,则称其为X方向的正向;反之,向右移动则为X方向的负向。
炮塔铣床的结构特点
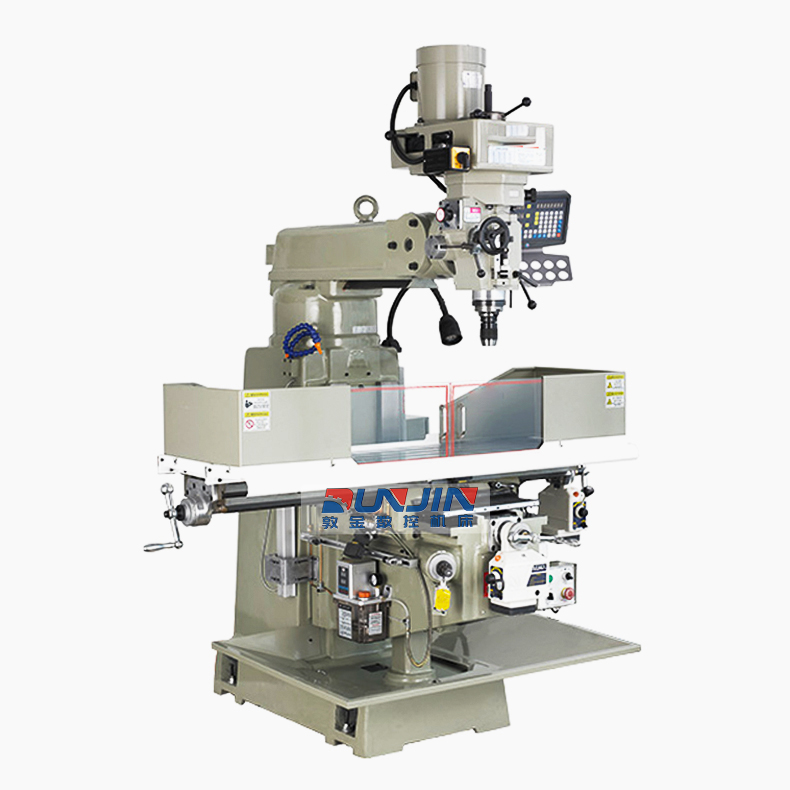
1、炮塔铣床结构紧凑,体积小,灵活性高,铣头能左右回转90度,前后回转45度,摇臂不仅能前后伸缩,并可在水平面内作360度回转,大大提高了机床的有效工作范围。
2、◎前后滑道及高周波硬化处理, 精密研磨。◎主轴管表面高周波硬化处理度硬硌, 精密研磨。◎升降座滑道硬化处理, 精密研磨。◎Y、Z轴为方形滑道。◎X轴为燕尾滑道。◎床身整体铸造, 钢性强、寿命长。
3、主轴变速范围大,转速高。主轴套筒可机动定程进给,并设有过载保护装置。主轴套筒,机床导轨,工作台都经高频加硬处理,美观,实用。立式转塔铣床可选装机动进给装置和数显系统。
4、寿命长,导轨磨精细磨,机床运动精度和寿命俱佳。

铣床的注意事项
铣床操作注意事项 (一)在 铣床上安装工件、夹具和附件时。不惜清除和擦净台面以及夹具或附件安装面上的铁销和脏物,以免 影响加工精度。(二)工作结束时。
开机前先检查铣床设备的各个部位是否处在合理位置,如不合理及时调整。开机前设备清洁干净,如工作台、丝杆手轮等是否有油垢物,保证设备运行起来灵活性好。
铣工操作铣床的注意事项:使用铣床铣削不规则的工件及使用虎钳、分度头及专用夹具持工件时,不规则工件的重心及虎钳、分度头、专用夹具等应尽可能放在工作台的中间部位,避免工作台受力不匀,产生变形。
炮塔式铣床主轴内的拉杆老是松,锁紧了不一会又松了怎么回事呢求解!!
锥度不合适立 铣刀都是通过锥度套管安装在主轴上的,如果铣刀的锥柄、套管的锥孔和外锥面以及铣床的主轴锥孔三者,只要有一个锥度不对的话,它们的吻合就会不稳定,铣削时就会产生铣刀松动而打坏刀齿。
这个说明你这个螺丝锁这个应该是不配套的,也就是说,如果螺丝比较大一点的话,那相对来讲肯定有缝隙,这个很容易再松动的,应该换一个螺丝帽的。
铣床上的分度头的锁紧装置是一个弧形环加一个紧固螺钉。一般情况下弧形环不易坏,更多的是紧固螺钉的螺纹失效,而且失效的大多为分度头或紧固环上的内螺纹。
拉紧或松开刀具是利用打刀缸(机械式)或者液压式来完成的。
调整时,先打开铣床回转盘处的小盖板,拧松小螺钉(共3个,不必卸下),这时压板松动。
出现这种现象的原因为:在刀架机械没有锁紧以前,锁紧开关已经被闭合,锁紧信号发出,使电机提前断电引起。检查方法:用万用表检查其相应线路继电器是否能正常工作,触点接触是否可靠。
炮塔铣床怎么调机头前后
铣头前后的位置试通过伸臂的前后移动来达到目的。
的确炮塔铣床使用可以不调水平的,而且要是在二楼以上还建议使用减震橡胶。但无论怎么样,有一点要注意,机身底座的4个角一定要落实,否则加工时会有震动发生。
Y方向:Y方向通常表示刀具在铣床上的前后移动方向,在炮塔铣床操作中,可以根据刀具或工作台的移动方向来判断Y方向,如果刀具或工作台向前移动,则称其为Y方向的正向;反之,向后移动则为Y方向的负向。
通常铣床铭牌上列出进给速度,因此应根据加工性质先确定每齿进给量fz,然后根据铣刀的齿数z和铣刀的转速n计算出υf,按υf调整机床,三者之间关系为υf=fn=fzzn式中,n是铣刀(或铣床主轴)转速(r/min);z是铣刀齿数。
炮塔铣床调速开关更换方法如下:俗称台湾炮塔铣床的标准铣头都是一样的,基本上是16速。
\x0d\x0a 按照机床润滑点的规定,定期注油润滑,经常查看储油器的油量;及时补充润滑油。\x0d\x0a 主轴变速前必须先停车,再换档。\x0d\x0a 当主轴转速超过2000转/分,不可使用主轴机动进给。
 扫一扫微信交流
扫一扫微信交流
发布评论