

...想请教一下用加工中心手工编程铣外螺纹怎么编啊,一定重谢!最好举...
1、最佳答案 :那就剩下一个代价比较高点儿的方法 效果不错,上小型 数控铣床 用螺旋插补铣螺纹 不过 那个 刀杆跟刀片可很贵啊 加起来要 将近 五千块 好的 一万多 车!会震刀的。再说了 M30 那么小还有90深 。
2、加工中心可以铣削螺纹,我们就经常有用。例如,用D15整体螺纹铣刀铣M24*5的螺纹;用D63刀杆装螺纹铣刀片铣D115*5的螺纹。以下是M24*5大致铣削步骤,自己思考摸索。
3、首先打开一个仿真软件如VERICUT或斯沃。T1表示一号刀具T2表示二号刀具依次类推,T1 T2 用的是简写正规的写法是T01 T02 中间加了一个零。
加工中心怎么编铣螺纹程序?
(3)加工中心操作系统:FANUC0I (4)刀具:单齿螺纹铣刀,9齿螺纹梳刀 在用螺纹铣刀铣削螺纹之前,要先完成螺纹底孔的加工,继而进行螺纹加工。
首先打开机床控制面板参数设定界面,确认I/O通道设定数值为“4”,如图示界面。设置方法:先将“写参数”赋值“1”,然后改动I/O通道参数为“4”,再将“写参数”值“0”即可。
首先,为了避免螺纹乱牙,你可以考虑使用合适的工具,确保其质量和锋利度。此外,你可以调整加工中心的转速和进给速度,找到适合你加工材料和螺纹规格的最佳组合。其次,你可以使用一些专业的编程技巧,比如合理设置切削参数。
首先打开一个仿真软件如VERICUT或斯沃。T1表示一号刀具T2表示二号刀具依次类推,T1 T2 用的是简写正规的写法是T01 T02 中间加了一个零。
数控加工中心加工螺纹都有哪些方法?
外螺纹的铣削 螺纹在加工中心上的铣削,相比较板牙套扣丝锥等加工螺纹方法,受刀具等限制较小,对于同一把螺纹铣刀,即可加工相同螺距的内螺纹,也可加以外螺纹!如图-4,以加工M27×3的外螺纹为例。
方法一:直向进给:这种切削方法,需要刀具牙型和螺纹牙型完全一样,螺纹刀切入零件后,整个切削刃都受力,随着车刀切的越深,刀具切削刃切削的长度越长,当切削刃切削的长度越长,刀具和零件承受的切削力越大。
在目前的数控车床中,螺纹切削一般有三种加工方法:G32直进式切削方法、G92直进式切削方法和G76斜进式切削方法,由于切削方法的不同,编程方法不同,造成加工误差也不同。
金属模具加工用什么双头铣床好?
美立固双头铣好。美立固双铣头实现了两侧同时铣削加工,效率比单头的提高4倍以上。美立固双头铣采用数控系统,操作简单,具有自动调整功能,能够自动调整切削参数。
金字,牌的双头铣床可以自动送料,自动装夹和加工,只要一次就可以加工完两面要加工的工作,所以,这就是双头铣床的优点。双头铣床,顾名思义,用两个头一起加工的铣床。
固达机械推广第五代数控双头铣床,是目前市场上新款爆款数控双头铣床产品,其功能强大。拥有超大液晶触屏,可以多样语言切换使用操作控制,可两面加工,四面加工,六面加工,还可以倒角铣边。
自动加工等一系列自动化功能。优点在于解放双手,保证精度,耗力小。半自动手动型双头铣床具有铣两面对称的产品可一次完成,自动夹紧,自动进刀。手动放料因设计好进刀短程,价格会更低,产量加工效率更高,但耗费人力较多。
升降台铣床:有万能式、卧式和立式等,主要用于加工中小型零件,应用最广。龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件。
数控铣床编程时怎样加工M24螺纹?
首先打开机床控制面板参数设定界面,确认I/O通道设定数值为“4”,如图示界面。设置方法:先将“写参数”赋值“1”,然后改动I/O通道参数为“4”,再将“写参数”值“0”即可。
用G92的,如:M24*5 L20 T0101; (螺纹刀)M03S500;(正转。
只要螺纹刀片选择正确,就只要计算螺纹小径,螺纹小径对应的位置就是最后一刀的刀尖所在位置。M24×2是普通螺纹,小径=大径-0825×螺距。由于公差的原因,一般用以下公式计算编程。
用G92的,如:M24*5 L20 T0101; (螺纹刀)M03 S500;(正转。
螺纹标记:m24×5lh–5g6g,表示公称直径为___24__,螺距为___5__,旋向为___左旋__,中径公差代号为___5g__,顶径公差代号为___6g__的___外__螺纹。
加工中心攻螺纹怎么编程
在发那科系统中创建一个新的程序。 设置工件坐标系。选择G5G55或G56中的一个作为工件坐标系,设置工件的原点(零点)和加工方向。 设置切削刀具。
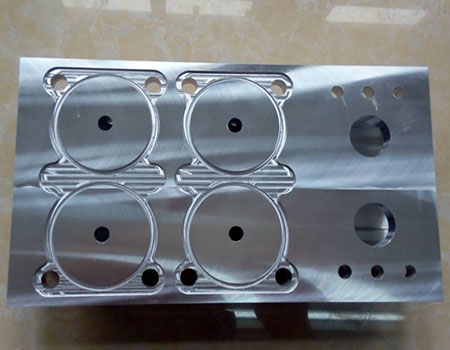
(1)工件材料:45钢正火,模锻。90mm×90mm×20mm (2)加工要求:螺纹表面粗糙度值Rp=6。牙形角为60度。
CNC机床攻丝工艺与编程的要点 1.攻螺纹动作过程 攻丝是CNC铣床和CNC加工中心上常见的孔加工内容,首先把选定的丝锥安装在专用攻丝刀套上,最好是具有拉伸和压缩特征的浮动刀套。攻丝步骤如下:第1步: X、Y定位。
首先打开一个仿真软件如VERICUT或斯沃。T1表示一号刀具T2表示二号刀具依次类推,T1 T2 用的是简写正规的写法是T01 T02 中间加了一个零。
加工中心加工M48X2的螺纹孔,只能用丝锥攻丝,不能铣。
G1 Z0 F1000.X-F500.(20牙刀)G2 I10 Z-G1 X0 G0 Z150.梯形螺纹的车削工艺分析 加工梯形螺纹的加工有很多种:直进法、斜进法、左右切削法、车直槽法、分层法等等[1]。
 扫一扫微信交流
扫一扫微信交流
发布评论