

加工中心新代系统怎么找回原点
非绝对式有原点开关的:原点模式,按下对应要回原点的轴向的按钮,比如X+,X- 系统就会自动回对应轴向的原点;绝对式:绝对式一般不要回原点,如果要回,开启系统参数1001快速回原点功能,随后按照上面的操作即可。
分绝对式的和非绝对式的 非绝对式有原点开关的:原点模式,按下对应要回原点的轴向的按钮,比如X+,X- 系统就会自动回对应轴向的原点。
新代老系统g28不回零解决办法如下:检查机械部件是否正常,有可能是机械部件出现了问题,例如限位开关损坏或安装不正确等。检查电气部件是否正常,有可能是电气部件出现了问题,例如电机损坏,驱动器损坏等。
拍照留存当前机械坐标,更换编码器电池后设当前为原点,然后反向移动留存的机械坐标再次设原点。进行原点设置前,请将系统切换至原点模式,就绪状态。按面板下一页按键(),找到绝对式原点按键按F2绝对式原点即可。

加工中心的原点怎么确定
1、机床原点为机床上的一个固定的点。车床的机床原点为主轴旋转中心与卡盘后的端面之交点。参考点也是机床上的一个固定点,该点是刀具退离到一个固定不变的极限点,其位置由机械挡块来确定。
2、用大圆规定好距离,从四个角画半圆,是四条圆弧相交,形成一个累四方形。
3、数字化设置原点法:通过具有开关接触、尺寸感应元件的数控铣床可以实现数字化设置原点,只需要将感应元件固定在需要进行加工的位置上,运动平台或铣头触碰到感应元件后就可以确定当前坐标。
加工中心刀库凸轮箱怎么对原点
1、你先按坐标按钮(按钮上有个小点+XY直线的那个)把界面切换到坐标界面,然后按屏幕上WORK对应位置的那个按钮切换到加工坐标界面,然后用方向键把屏幕上的光标移动到Z对应栏目。
2、关掉电源5分钟,重新上电,机床校准原点复归即可。关掉电源5分钟。刀库归零。把刀手动卸下来,重新装。重新上电。机床校准原点复归即可。
3、在MDI模式下,将系统的参数写入开关设为1 PARAMETER WRITE=1 在手轮模式下,将丢失原点的轴移动到需要设定为原点的位置。关电重启。
4、一般来说,对刀点最好能与工件坐标系的原点重合。(2)换刀点的确定 在使用多种刀具加工的铣床或加工中心上,工件加工时需要经常更换刀具,换刀点应根据换刀时刀具不碰到工件、夹具和机床的原则而定。
5、关掉刀库电源,机床在手动方式将主机拉刀机构松开。如果刀柄已在机械手爪中卡死,可以将机械手锁刀销拆下来。如果是凸轮换刀机械手,松开电机刹车,用搬手转动机械手电机尾端的电机轴,将机械手转回到原点位置。
CNC加工时怎样来确定物料的中心点(即原点)?
先用主轴大概对准圆中心。2,把百分表用磁力表座吸附在主轴上。3,让百分表尖压入圆侧壁0.5mm。4,手动旋转主轴观察表针旋转方向,通过调整机床XY方向,使得旋转主轴时表针不动,即找到圆心。
“对刀点”就是在数控机床上加工零件时, http://cnc.sdthsk.com/数控机床对刀之后的精确定位点,它是刀具相对于工件坐标系原点的起始点。由于程序段从该点开始执行,所以对刀点又称为“程序起点”或“起刀点”。
车床坐标系的设置是根据相对位置来确定的,工件的纵向零点可以设置在工件右端面,或是左端面,x相的零点在主轴的回转中心上,对好刀在用Goo会到程序的起点即可。数控车床、车削中心,是一种高精度、高效率的自动化机床。
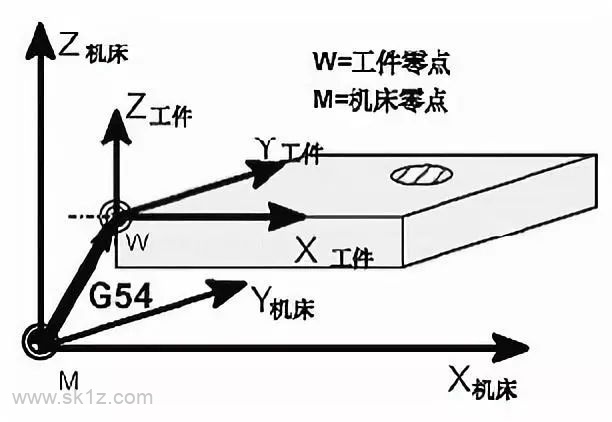
机床原点的设置 机床原点是指在机床上设置的一个固定点,即机床坐标系的原点。它在机床装配、调试时就已确定下来,是数控机床进行加工运动的基准参考点。
 扫一扫微信交流
扫一扫微信交流
发布评论