
加工中心G43和G44指令怎么使用,在加工中心上又该怎么设置
1、G21—毫米输入;G20—英寸输入 。G16—启用极坐标指令; G15—取消极坐标指令 。
2、G43/G44指令,这种方法是利用机床的刀具补偿功能来建立工件坐标系,这时,可以不在程序中指令G54,而把Z 向加工零点的机械坐标值输入刀具补偿表中,并在程序中指定你所要调用的刀具补偿号。
3、测量出设置绝对坐标的刀具(一般都是第一把)与其他几把刀具之间的距离,然后将测量的数值写入相应的刀具长度补偿值(h)里。
4、G43是刀具长度方向正向补偿。如:G43 H10 Z100 表示补偿10号刀具长度在Z的零点正向100毫米的位置。
5、\x0d\x0aG54~G57设置零点偏移,建立工件坐标系\x0d\x0aG54/G55/G56/G57:调用第1至第4可设置零点偏置。
6、另外一个指令G49是取消G43(G44)指令的,其实我们不必使用这个指令,因为每把刀具都有自己的长度补偿,当换刀时,利用G43(G44)H指令赋予了自己的刀长补偿而自动取消了前一把刀具的长度补偿。
加工中心怎么编辑圆弧指令
如果是在G17面(XY平面),可以用G02I-50,或者是G02J-50。如果是在G18面(YZ平面),可以用G02(G03)J-50,或者G02(G03)K-50。如果是在G19面(XZ平面),可以用G02(G03)I-50或者G02(G03)K-50。
对于小于180度大于90度的圆弧,编程的方法是使用G02或G03指令。这些指令是用来描述以逆时针方向(G02)或顺时针方向(G03)运动的圆弧。在编程时,你需要提供圆弧的起点、终点、圆心坐标和方向信息。
区分方法如下:看图的上半部分(轴型),如果是凸的就是G03,如果是凹的就是G0看刀架,数控车床前刀架,G02加工逆时针圆弧,G03加工顺时针圆弧,形象地说,G03加工凸圆弧,G02加工凹圆弧,前提是数控车床前刀架。
G90(绝对坐标)G54(零件坐标系)G02/G03X(坐标数值)Y(坐标数值)R45(圆弧半径)F进给速度。

加工中心怎么编程?
1、为了提高零件的加工精度,工件零点尽量选在精度较高的加工表面上;为方便数据处理和简化程序编制,工件零点应尽量设置在零件的设计基准或工艺基准上,对于对称零件,最好将工件零点设在对称中心上,容易找准,检查也方便。
2、原理和圆规画圆差不多,把圆规张开(圆半径),针插在圆心,笔头从起点转到终点。
3、在数控加工中心,当今编程方法通常有两种:①简单轮廓——直线、圆弧组成的轮廓,直接用数控系统的G代码编程。
加工中心G指令和M指令怎么用?
1、\x0d\x0aG54~G57设置零点偏移,建立工件坐标系\x0d\x0aG54/G55/G56/G57:调用第1至第4可设置零点偏置。
2、【答案】:准备功能G指令是使数控机床建立起某种加工方式的指令,例如插补、刀具补偿和固定循环等。
3、我来讲一下数控车床G指令和M代码详细解释:功能详解G00—快速定位。格式:G00 X(U)__Z(W)__。说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。移动过程中不得对工件 进行加工。
4、三菱系统加工中心G指令:M70 自动刀具建立。M71 刀套向下。M72 换刀臂60°。M73 主轴松刀。M74 换刀臂180°。在MDI状态下把K4和K5的参数改为1 ,然后在手动状态下按启动键。它可以分步完成换到动作。
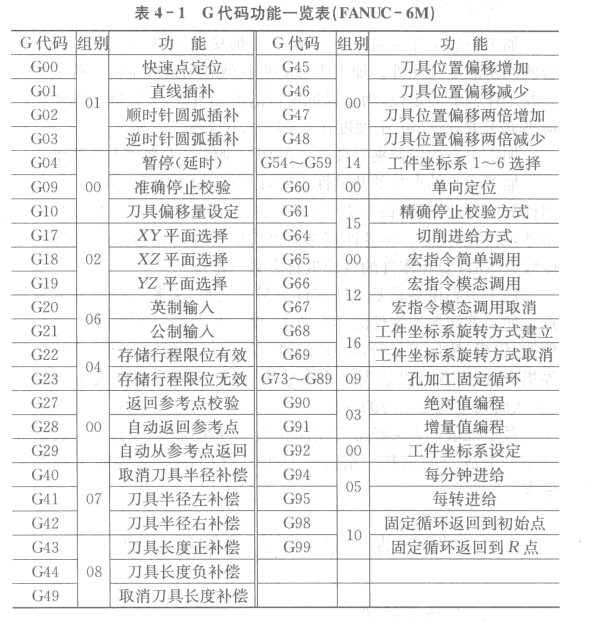
5、G代码是准备功能,如G00是快速点定位,G01是直线插补,G02顺时针圆弧插补,G03逆时针圆弧插补。M代码是辅助功能,如M3是主轴正转,M4是主轴反转,M5主轴停止,M8切削液开,M9切削液关。
 扫一扫微信交流
扫一扫微信交流
发布评论