
友嘉龙门加工中心如何手动换刀
手动换刀是抓刀,换刀臂下行,旋转,上行的一个过程,换刀前,注意工作台、夹具、产品等要移到安全位置。模式开关旋到MDI(有的系统面板是按键),输入M06 T*;INPUT,循环启动。
手动换刀需要操作人员通过手动操作,将原有刀具从主轴中卸下,然后安装新的刀具。这种方式适用于简单的换刀需求,但需要操作人员具备一定的经验和技能。数控机床配备自动换刀器可以实现自动换刀。
CNC加工中心换刀主要分为三种方式,分别是回转刀架换刀、更换主轴头换刀、带刀库自动换刀。回转刀架换刀工作原理类似分度工作台,通过刀架定角度回转实现新旧刀具的交换。更换主轴头换刀方式时首先将刀具放置于各个主轴头上。
一般加工第一件,需要严格按照图纸首检,合格后继续加工。有的工件尺寸要求高,就需要抽检或者全检。

加工中心机械手刀库的工作过程是怎样的?
回转刀架换刀工作原理类似分度工作台,通过刀架定角度回转实现新旧刀具的交换。更换主轴头换刀方式时首先将刀具放置于各个主轴头上。通过转塔的转动更换主轴头从而达到更换刀具的目的。这两种方式设计简单,换刀时间短,可靠性高。
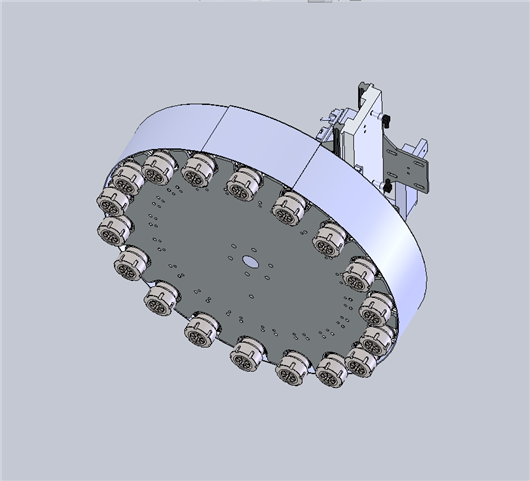
加工中心使用的刀库最常见的形式是圆盘式刀库和机械手换刀刀库。特点 圆盘式刀库 圆盘式刀库应该称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1编到1124等,即为刀号地址。
)机械手松开主轴和刀库上的刀具 9)当机械手松开具后,限位开关发出“换刀完毕”的信号,主轴自由,可以开始加工或其他程序动作。
数控加工中心换刀方式---机械手换刀方式 一般配置机械手换刀机构的刀库常使用圆盘式刀库。所谓机械手换刀方式,就是指在换刀时,由机械手进行抓刀、选刀及换刀。
数控车床刀架工作原理是在加工的过程中,当端面齿盘上的定位销拔出后,切削力过大或撞刀时,刀盘会产生微量转动,圆光栅将传动转换成脉冲信号送给数控系统,正常时用于刀盘上刀具刀位的计数;撞刀时用于产生刀架报警信号。
有一个凸轮箱,里面有凸轮蜗轮蜗杆,从而驱动换刀臂旋转并上下移动,刀套摆动靠的是气缸。刀具的计数是靠的感应开关。
加工中心换刀机械手的工作原理,急求~~~跪谢~~~
回转刀架换刀工作原理类似分度工作台,通过刀架定角度回转实现新旧刀具的交换。更换主轴头换刀方式时首先将刀具放置于各个主轴头上。通过转塔的转动更换主轴头从而达到更换刀具的目的。这两种方式设计简单,换刀时间短,可靠性高。
刀库实现的功能1:刀库的旋转⑴、自动方式:回刀到位,机械手臂回到原点,拉刀到位才能实现刀库的旋转。⑵、MDI方式:刀库可以任意位置旋转。以上两种方式下,主轴刀号与换刀目标刀号一致时,不会输出刀库旋转。
通过指令控制机械手来换刀,机械手有很多种。
对其运动作了详细的分析,最终将换刀运动分解为手臂的伸缩,手架的伸缩和回转三个动作。全部采用液压系统进行控制。在合理选用液压缸之后,绘制出了液压系统控制图、机械手动作原理图,基本完成了自动换刀装置的设计工作。
加工中心刀杯收刀和刀库旋转怎么调?
1、加工中心刀库的调试首先是调整好合适的气压,气压大了刀库送给或退回速度快,刀具容易从刀库中掉下损坏。
2、发那科加工中心刀盘开机后需要在MDI模式下输入一个主轴转动的指令即可手动旋转。刚开机之后,需要在MDI模式下输入一个主轴转动的指令,就可以手动转动主轴了,都是从左向右旋转。
3、寸动模式~按刀库,正反转自己调,对应上刀具后,执行MO6。
4、操作方法如下:将钥匙开关MAG.JOG调到ON。手动方式下(JOG),按操作面板上的刀盘正转按钮或刀盘反转按钮,使刀盘停止在准确的位置上。刀盘停止在准确位置后,将钥匙开关MAG.JOG调到OFF。
5、通常情况下,加工中心一般都配置换刀系统。最常见的换刀系统。就是机械手是换刀刀库。机械首饰换刀刀库的工作时序是。首先,主轴发生定向动作。然后垂直轴移动到换刀点位置。这个时候刀套会下降。机械手发生九十度的旋转。
6、其他模式下不起作用,而且在重新运行程序前一定要确认光标处于程序开头。加工中心法兰克系统换刀时卡刀可以把换刀电机上的刹车松了,用扳手拧电机上的旋扭,使机械手回到正确位置。
法兰克oiMFPlus如何手动转刀库
1、操作方法如下:将钥匙开关MAG.JOG调到ON。手动方式下(JOG),按操作面板上的刀盘正转按钮或刀盘反转按钮,使刀盘停止在准确的位置上。刀盘停止在准确位置后,将钥匙开关MAG.JOG调到OFF。
2、,把第一个K参数中的0001001,改为0000000。2,把快速移动和进给速度打到0位。3,功能转到寸动4,按住循环停止按扭不放,再按住退削车按扭,刀臂便开始转动。按一下动一下。正反转随便按,退削车有两个按扭的。
3、(1) 系统在设计中大量采用模块化结构。这种结构易于拆装 , 各个控制板高度集成 , 使可靠性有很大提高 , 而且便于维修、更换。
法兰克系统vmc580的加工中心刀库不转怎么修
1、可以这样解决:检查刀库定位开关:刀库定位开关是用来检测刀库的位置的,如果开关损坏或者调整不当,会导致刀库不能转动或转动不到位,需要更换或者调整开关。
2、准确翻译是,刀套下降信号未打开或未完全下降到位,请检查。
3、其他模式下不起作用,而且在重新运行程序前一定要确认光标处于程序开头。加工中心法兰克系统换刀时卡刀可以把换刀电机上的刹车松了,用扳手拧电机上的旋扭,使机械手回到正确位置。
4、其次,刀库的旋转调整也需要考虑到刀具的长度和平衡性。如果机器出现转动不平稳或是有多次转动的问题,我们可以通过调换刀具的位置或是重新排布刀具来平衡刀库。同时还需要检查刀库传动带的张紧度,确保刀库能够正常进行旋转。
5、需要更换或维修电机,进行测试以确保刀盘旋转正常。刀盘与刀柄磨损:长时间使用后,刀盘和刀柄表面可能会出现磨损,导致它们无法正确配合。为了防止刀盘旋转不到位,我们需要定期对机床进行维护和检查,确保其正常运转。
 扫一扫微信交流
扫一扫微信交流
发布评论