
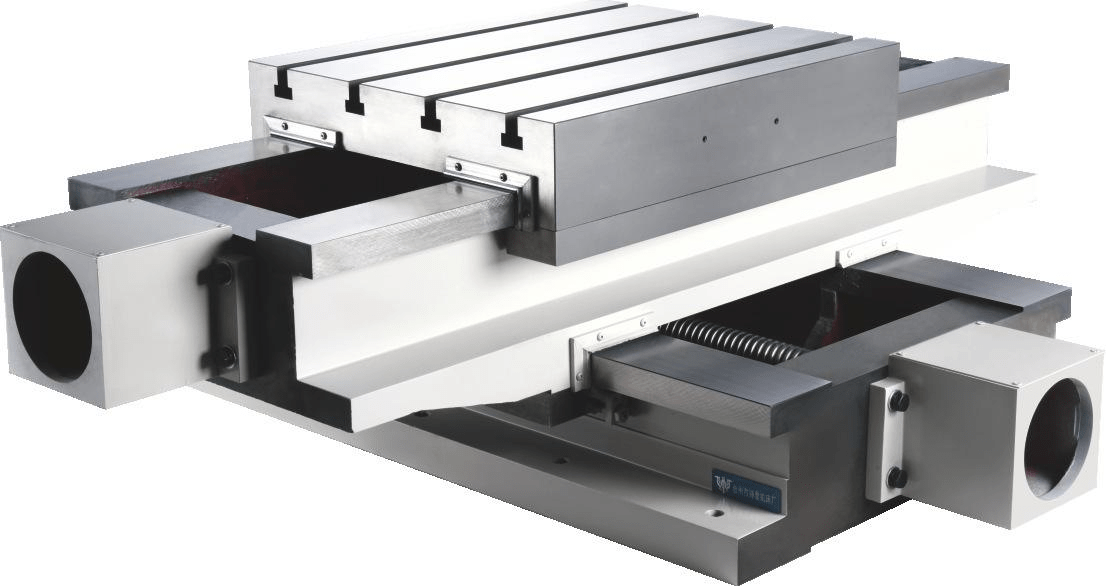
普通车床导轨贴塑厚度
使用粘结剂时,其胶层厚度一般宜在0.08~0.13mm,使用温度范围5℃~120℃,保存期应在一年之内(5-15度可保存2年)。与导轨软带相匹配的金属表面粗糙度不能低于Ra=0.35m,也不能高于Ra=0.5m 。
毫米。通过数控车床简介可知,平轨车床的导轨贴是5毫米厚。车床是金属切削机床中最主要的一种切削机床,在机器制造工厂中以车床为主数量最多,也称之为工作母机。
涂胶:可用带齿刮板或1mm厚的胶木片进行涂胶。
常用于加工工件的内外回转表面、端面和各种内外螺纹,采用相应的刀具和附件,还可进行钻孔、扩孔、攻丝和滚花等。普通车床是车床中应用最广泛的一种,约占车床类总数的65%,因其主轴以水平方式放置故称为卧式车床。
目前机床数控化改造的市场在我国还有很大的发展空间,现在我国机床数控化率不到3%。
”导轨贴塑铲刮不好的原因有塑铲使用不当、导轨贴表面不洁净、导轨贴和塑铲的质量问题。
谁知道数控机床导轨上用的贴塑是什么材料?
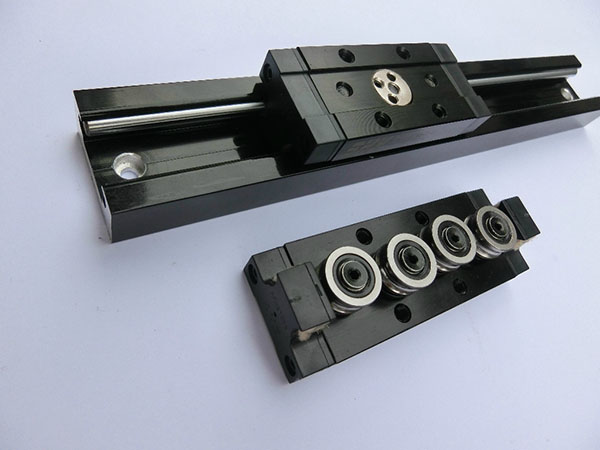
1、贴塑导轨是采用粘接剂将聚四氟乙烯导轨软带粘接在导轨面上,使得传统导轨的摩擦形式变为铸铁-塑料摩擦副。下文用导轨软带简称聚四氟乙烯塑料导轨软带。
2、粘接完毕需要用专用刮刀刮研聚四氟乙烯导轨面,消除高点增加配合精度。秦皇岛金戈机床设备有限公司技术部解答希望对你有所帮助。
3、是聚四氟乙烯和超细玻璃球组成,滑动导轨用的贴塑面,耐磨性很好。为了保证精度及耐磨性,需要在上面铲花,并且是有要求的。
4、硬轨就是导轨之间是滑动摩擦,大部分简易数控车都采用硬轨。也有部分高端机床采用硬轨,但是要做到高精度,造价相当高。机床刚性要比线轨好很多。
5、目前,数控机床多数使用贴塑导轨,即在动导轨的摩擦表面上贴上一层由塑料等其他化学材料组成的塑料薄膜软带。导轨塑料常用聚四氟乙烯导轨软带和环氧耐磨导轨涂层两类。
6、斜轨车是复合机床的一种,其中斜轨车贴塑面三个月掉了,是需要重新粘贴塑料导轨后修磨与配刮。塑料贴面装饰板又称塑料贴面板。
加工中心贴塑多久更换一次
聚四氟乙烯是常用的导轨贴塑材料,不是很难买,想买的话我再去单位找联系方式给你。我是设计数控机床的。
、石墨加工中心不能长期停运,没有加工任务时也要定期运行下,大概每星期二到三次,一次运转1 hours左右,用发热量来降低机器中的湿度,使电子元器件不受潮,及时发现任何低电池报警,防止系统参数设置的损失。
半年。cnc丝杆保养的时间的规定:每半年应对滚珠丝杆的润滑脂更换一次,清洗丝杆上的旧润滑脂涂上新的润滑脂。cnc丝杆是一种常见的传动部件,用于将电机的旋转运动转化为线性运动,以驱动滑台或工作台部件。
通常情况下,一般橡胶接头的使用更换的年限应该在两到三年之间,如果是耐酸碱或者强酸强碱或者高温工作中的橡胶接头,那么就应该在更短的时间内进行更换,这样才能够使我们的损失降到最低。
浙江宏华加工中心怎么样啊
浙江大天加工中心好。根据查询BOSS直聘得知,浙江大天加工中心平均工资为8K-10K,交五险一金,各项节日福利完善,待遇很好。公司主要经营数控车床、组合机床等。
浙江有以下几家历史老,牌子好,凯达机床要数第一,排名全国前几位,还有兰溪联强也不错,价格也低一点,还有就是海天。
如果是要加工模具的最好是850以上的加工中心,皮带式的主轴,硬性导轨,如果是要加工产品的而且钻孔攻牙多的最好是用直联式的主轴,线性的导轨,带刀库。
总占地面积约32万平方米,职工1300多人。拥有铸造、锻造、金加工、热处理、钣金、装配、油漆等全套工艺装备生产线,具有年产10000台机床的生产能力,拥有具有国际先进水平的日本产卧式加工中心、英国产激光切割机等。
第一,如果是以前加工时,没有椭圆的现象。机床一直都能正常加工时,加工出的零件没有椭圆或精度不良的情况,那你就在你的X/Y轴上面找问题了。你要先确定出你是哪个方向的椭圆。
乐清市宏华电子有限公司的经营范围是:电力电子元器件、接插件、连接器、电子开关、插座、照明灯具、家用电器、电器开关、智能控制器、智能家居、通讯设备制造、加工、销售。
 扫一扫微信交流
扫一扫微信交流
发布评论