
数控铣床按键有哪些功能?
1、RESET(复位键):2 . 按下此键,复位CNC系统。包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。
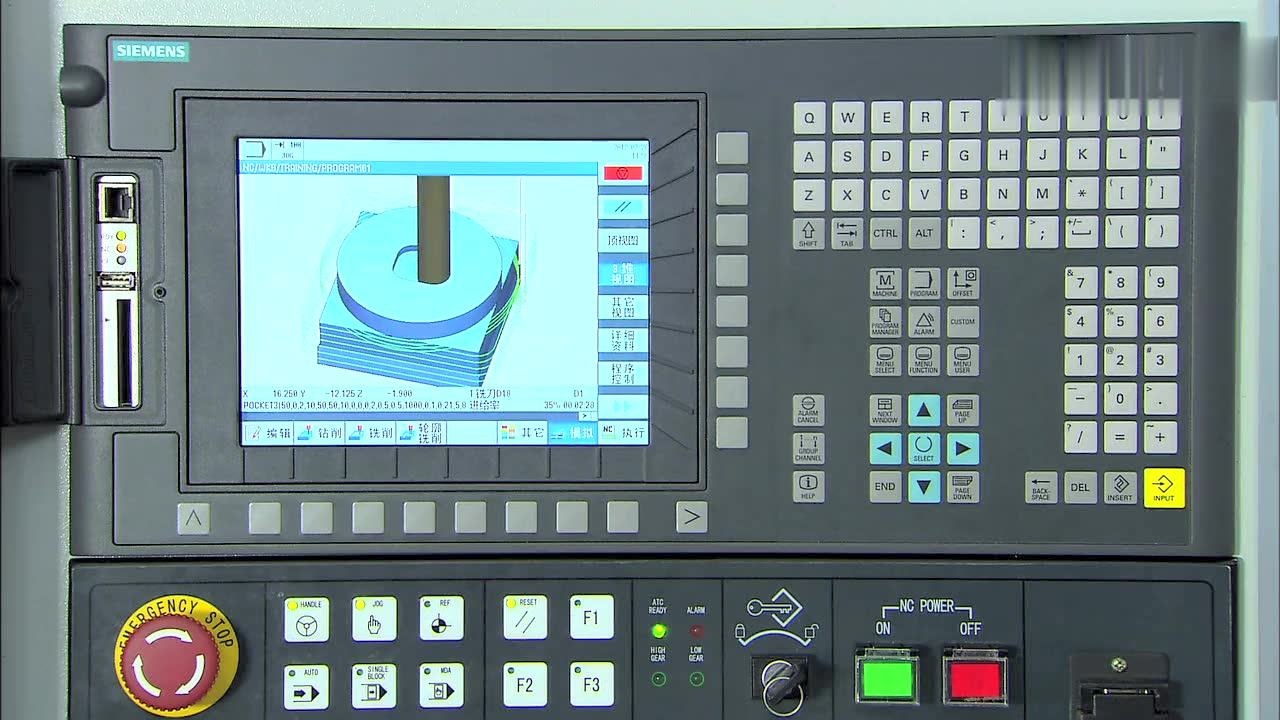
2、POS :显示坐标 。DGONS PARAM :显示自我诊断及参数功能。RESET :复位。CURSOR: 光标上下移动。1PAGE:翻页键 。1ALTER:修改程序及代码 。1INSRT:插入程序及代码。1START: 输出程序及指令。
3、.DRN空运行功能按钮(带灯) 自动或MDI方式时,此按钮接通,机床按空运行方式执行程序。
4、如果程序简单,可以通过键盘直接在CNC控制面板上输入。如果程序很简单,只加工一件,就没必要保存程序。MDI可用于逐步输入和处理。另外,程序中用到的工件原点、刀具参数、偏置和各种补偿也必须在加工前输入。
数控加工中心怎么操作
首先回机床参考零位(即回零),使机床对其以后的操作有一个基准位置。
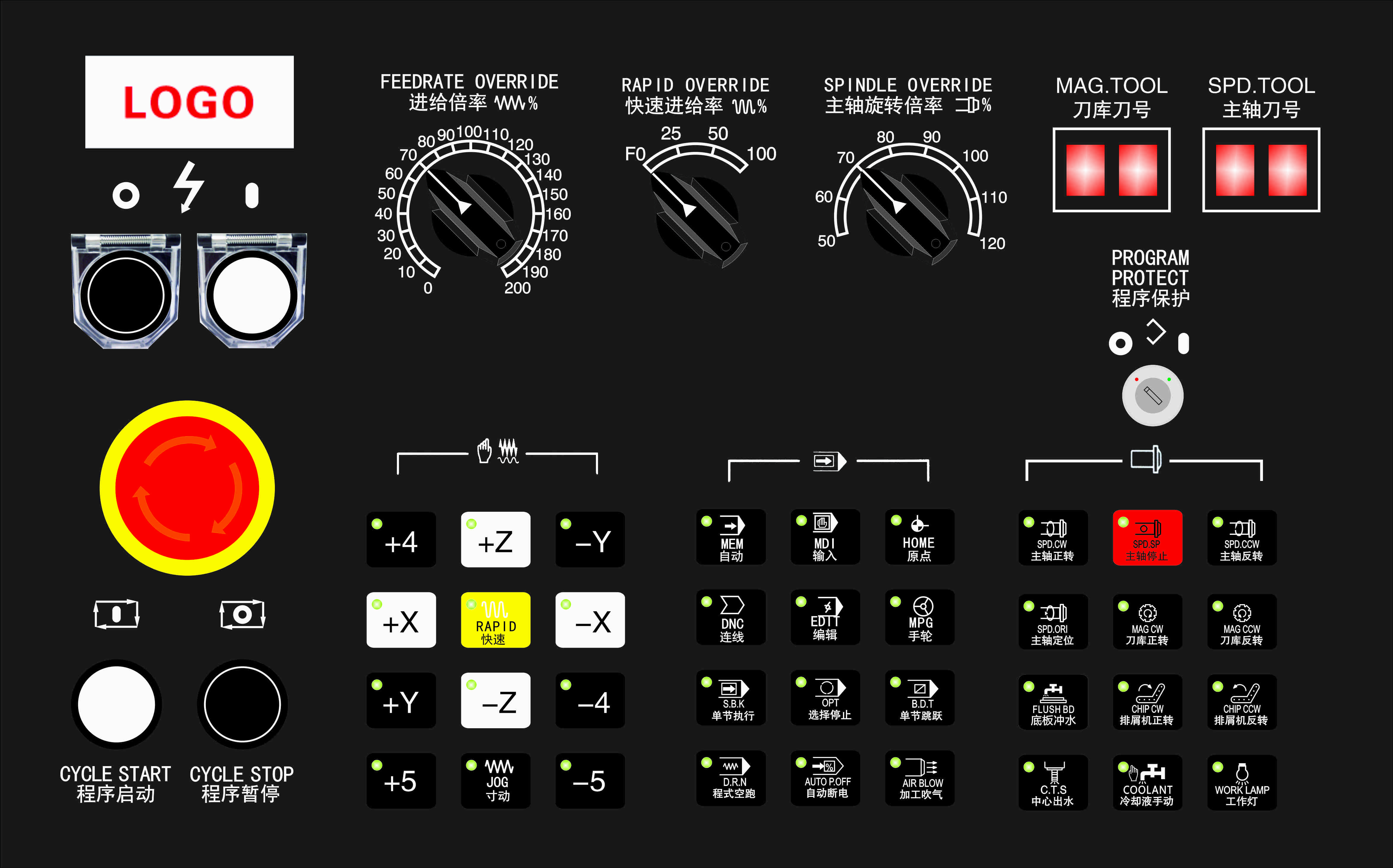
主界面:显示操作界面、工作状态、程序状态和补偿状态。 功能键:例如主轴启动/停止、ATC控制、手动进给/快速进给、刀具测量和换刀等。 编程键:用于程序编辑、修改和存储。
首先把机床回零,安装好加工刀具,按下操控面板“HANDLE”按键,切换到手轮模式状态。在手轮模式下,把手轮切换到“Z”挡位,摇动手轮使用刀棒对刀,记下此时的机械坐标Z的数值。
加工中心的刀具设置有以下几个操作步骤:打开加工中心的控制软件,在菜单中找到刀具管理或者工具库管理等选项,进入刀具管理主界面。选择“当前刀具号”选项后,可以看到当前系统所识别的刀具号码。
数控CNC程序开关怎么开
需要找到电脑控制的数控开关的位置,这是位于设备的表面控制面板上的一个按钮、开关触摸屏。找到控制开关的位置,使用手指按下按钮切换开关,根据具体设备的指引进行手动操作。
程序重启动按键。机床锁住命令,按下此键机床会锁住,不移动。用于调试。空运行,一般配合机床锁住命令,用于调试程序用。左面的开关是用来调节进给率的。
在开始操作之前,确保周围的操作的环境没有异物杂物等干扰物,处于正常状态。按顺时针方向扭动开关,开机。安静等待屏幕的加载画面。按图中红圈标识的位置,按“准备”按钮。
可以通过程序管理来打开参数开关,以下是具体步骤:所需工具:广州数控机床一台。首先确定操作环境周围没有异物杂物,处于正常状态。开关顺时针拧动,开机。等待屏幕载入桌面画面。如图红圈所示,按“准备”按钮。
在开关面板上可以调出。步骤1:打开程序开关面板,上面有个打开程序的按键。步骤2:按下程序按键,会出来所有程序。步骤3:输入想要调出的程序,点击回车键,即可。
如何操作数控铣床或加工中心?
1、使用数控铣床加工的正确操作顺序如下:准备加工程序: 在数控系统中输入加工程序,包括刀具路径、切削参数等信息。设置工件坐标系: 根据加工要求,在数控系统中设置工件坐标系,以保证加工中心点与工件原点重合。
2、如果程序简单,可以通过键盘直接在CNC控制面板上输入。如果程序很简单,只加工一件,就没必要保存程序。MDI可用于逐步输入和处理。另外,程序中用到的工件原点、刀具参数、偏置和各种补偿也必须在加工前输入。
3、.数控铣床一般操作步骤(l)书写或编程加工前应首先编制工件的加工程序,如果工件的加工程序较长且比较复杂时,最好不要在机床上编程,而采用编程机或电脑编程,这样可以避免占用机时,对于短程序也应写在程序单上。
西门子840D数控加工中心怎样重启
1、在支路开始使用LD和LDN指令,在支路结束使用旧指令。旧指令和ALD指令都是没有目标的组件指令,而这两条没有目标的组件指令的步长是一个程序步骤。OLD有时是缩写或块指令。
2、重装NC,PLC步骤如下:先按启动,然后输密码,然后按回到主菜单,按服务,按扩展键按启动,现在可以看到硬盘里有哪些备份文件了,然后选择要安装的NCPLC程序,选择读取文件,然后按确认,就开始传输程序了。
3、有可能是电脑板出现故障,导致的自动重启原因。
4、通用MD(General):MD10000:此参数设定机床所有物理轴,如X轴。
 扫一扫微信交流
扫一扫微信交流
发布评论