


数控铣床怎样设置工件坐标系,也就是零点偏置
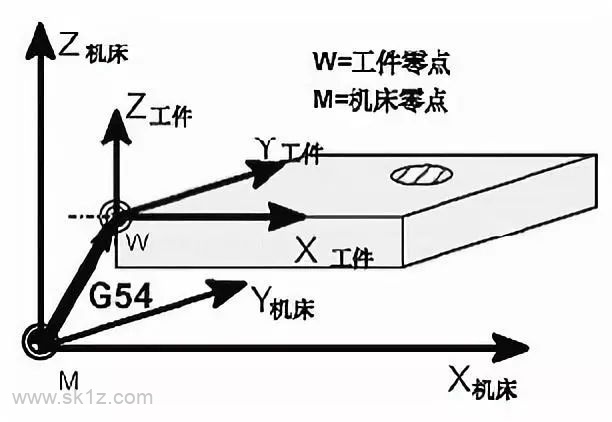
工件坐标系是在机床坐标系的基础上人为设置的,就是在机床坐标系中建立新的坐标系统,常见的有G54-G59,还有G51,G52等等。
转动刀架至基准刀(如1号刀), 在MDA状态下,输入T1D0,使刀补为0,机床回参考点。用试切法确定工件坐标原点。先切削试件的端面。Z方向不动。
机床坐标系:以机床原点为坐标原点建立起来的x,z轴直角坐标系,称为机床坐标系。机床坐标系是机床固有的坐标系,它是制造和调整机床的基础,也是设置工件坐标系的基础。
统一般机械零点可以由以下两种方法确定:设置浮动零点(系统参数设置为“无机械零点”),另外一种需要安装机械挡块,机械零点位置取决与就“挡块”安装的位置。
数控车床有三个坐标系即机械坐标系、编程坐标系和工件坐标系。机械坐标系的原点是生产厂家在制造机床时的固定坐标系原点,也称机械零点。它是在机床装配、调试时已经确定下来的,是机床加工的基准点。

怎样设定数控车床的工件坐标系?
加工坐标系可直接通过MDI设定。加工坐标系选择指令(G5G5G5G5G5G59)例:用MDI设置两个加工坐标系。
根据ISO841标准,数控机床坐标系用右手笛卡儿坐标系作为标准确定。数控车床平行于主轴方向即纵向为Z轴,垂直于主轴方向即横向为X轴,刀具远离工件方向为正向。数控车床有三个坐标系即机械坐标系、编程坐标系和工件坐标系。
工件坐标系是在机床坐标系的基础上人为设置的,就是在机床坐标系中建立新的坐标系统,常见的有G54-G59,还有G51,G52等等。
数控机床上的坐标系是采用右手直角笛卡尔坐标系。机床各坐标轴及其正方向的确定原则是:(1)先确定Z轴。
工件坐标系的设定方法如下:如图所示,打开工序导航器-几何视图,双击“MCS_MILL”节点,打开“MCS铣削”对话框,提示“选择对象来自动判断CSYS”,根据需要创建坐标系,本例选取零件顶面来自动创建加工坐标系。
单边:工件左边为零点为例,左边寻一下,是10的刀,输入X- 按测量。机床坐标系原点即机床的初始位置,是由机床制造商设置在机床上的一个固定基准位置点,通过限位开关或传感器来建立。
数控车床坐标怎么确定?
机床各坐标轴及其正方向的确定原则是:(1)先确定Z轴。以平行于机床主轴的刀具运动坐标为Z轴,若有多根主轴,则可选垂直于工件装夹面的主轴为主要主轴,Z坐标则平行于该主轴轴线。
Z轴垂直,由刀具主轴向立柱看,X轴水平向右。龙门机床,由刀具主轴向左侧立柱看,X轴水平向右。最后确定Y轴。按右手笛卡儿直角坐标系确定。旋转运动及附加轴 旋转运动。
一般以机床坐标系的初始位置或上一刀具路径结束位置为基准点,通过指定相对于基准点的增量值来确定下一个位置。因此,每次位置设定都是相对于上一次位置的变化值。
三菱数控铣m70机械坐标怎么设置
设定方法分两种情况:如果是第一次回绝对值零点则#2049设为“4”绝对值基准点模式,机床断电,伺服也需要断电,再上电。否则伺服数码管会有25号报警。第二种情况如果以前已经回过绝对值零点,希望重新回零。
三菱数控铣是无法设置机械坐标的,因为三菱数控铣的控制系统是按加工工件程序进行插补运算,发出控制指令到伺服驱动系统,它只能完成闭环控制的数控,无法对机械坐标进行设置。
在系统的参数里面有第二参考点输入相应的机械坐标值就可以。2032032032040、G53ofs、#2_rfp、#3_rfp、#4_rfp;参考点#1~#4 设定以基本机械坐标的0 点为基点设定的第第第3和第4 参考点的位置。
按菜单G54-G59,显示G54~G59坐标系,2将光标移动到所需的坐标系,3,将光标移动到需要设置的轴,4,设偏置量,比如:122 INPUT。
±99999999 (mm),参数2038中设置的坐标为第二个参考点,即第二个原点,用作换刀点。
 扫一扫微信交流
扫一扫微信交流
发布评论