

cnc加工中心操作,具体分为哪几个大步骤?
日常的操作步骤:开机:打开外部总电源,启动空气压缩机。返回参考点操作。装夹工件:为便于工件安装,用手动方式尽量把Z轴抬高,用压块、螺杆、扳手等把工件锁紧在工作台上或平口钳上。
书写或编程:加工前应首先编制工件的加工程序,如果工件的加工程序较长且比较复杂,最好不在机床上编程,而采用编程机编程或手动编程,这样可以避免占用机时,对于短程序,也应该写在程序单上。
准备阶段根据加工零件的图纸,确定有关加工数据(刀具轨迹坐标点、加工的切削用量、刀具尺寸信息等)。根据工艺方案、选用的夹具、刀具的类型等选择有关其他辅助信息。
加工中心对刀的时候怎么操作?
机上对刀方法一【这种对刀方法是通过对刀依次确定每把刀具与工件在机床坐标系中的相互位置关系。
首先把机床回零,安装好加工刀具,按下操控面板“HANDLE”按键,切换到手轮模式状态。在手轮模式下,把手轮切换到“Z”挡位,摇动手轮使用刀棒对刀,记下此时的机械坐标Z的数值。
将刀具放置在加工中心上:将要进行对刀的刀具放置在加工中心主轴中,并固定好刀柄和刀具。检查刀具高度:检查刀具高度是否正确,这可以通过机床控制面板的Z轴位置显示来完成。如果高度不正确,需要进行调整。
老式发那科加工中心怎么调用刀号程序
进入“F0系统参数”菜单,选择“刀具设置”选项,进入刀具设置界面。在刀具设置界面中,选择需要设置的刀具槽号。在选中的刀具槽号中,输入刀具编号和刀具长度等参数。点击“保存”按钮,保存刀具设置信息。
先将主轴停止转动,并把主轴移动到合适的位置,调取加工程序,准备正式加工。
Q径向切完一个刀宽后,在Z的移动量,R刀具切完槽后,在槽底沿-Z方向的退刀量。1数控编程指令——子程序调的用 指令:M98P ;例如:M98P42000;字串7 表明调用子程序2000两次。M98P2;表明调用2号程序一次。
换刀点是有刀库机床的Z轴换刀位置坐标,参数是#1240。将“G90G、30Z0”运行到换刀点位置,M6T几是换刀坐标,输入具体数值即可。FANUC系统是数控机床车间里常见的数控机床程序,其操作面板简洁易懂。
比如T010T0202 之类的。对刀就更简单了。X方向直接切下去就是输Z0.,车了外圆退出刀去量下的就是X坐标 ,直接在刀补键中调出测量来,按对应的刀位输进去就行了。
加工中心换刀:MDI方式换刀 选择MDI方式,输入换刀指令(例如换3号刀给出 M06 T0300)后,按循环启动按钮;加工程序里换刀 在程序里编入换刀指令(例如换3号刀给出 M06 T0303 ,后边的3表示执行3号刀补。
数控加工中心怎么操作
1、首先回机床参考零位(即回零),使机床对其以后的操作有一个基准位置。
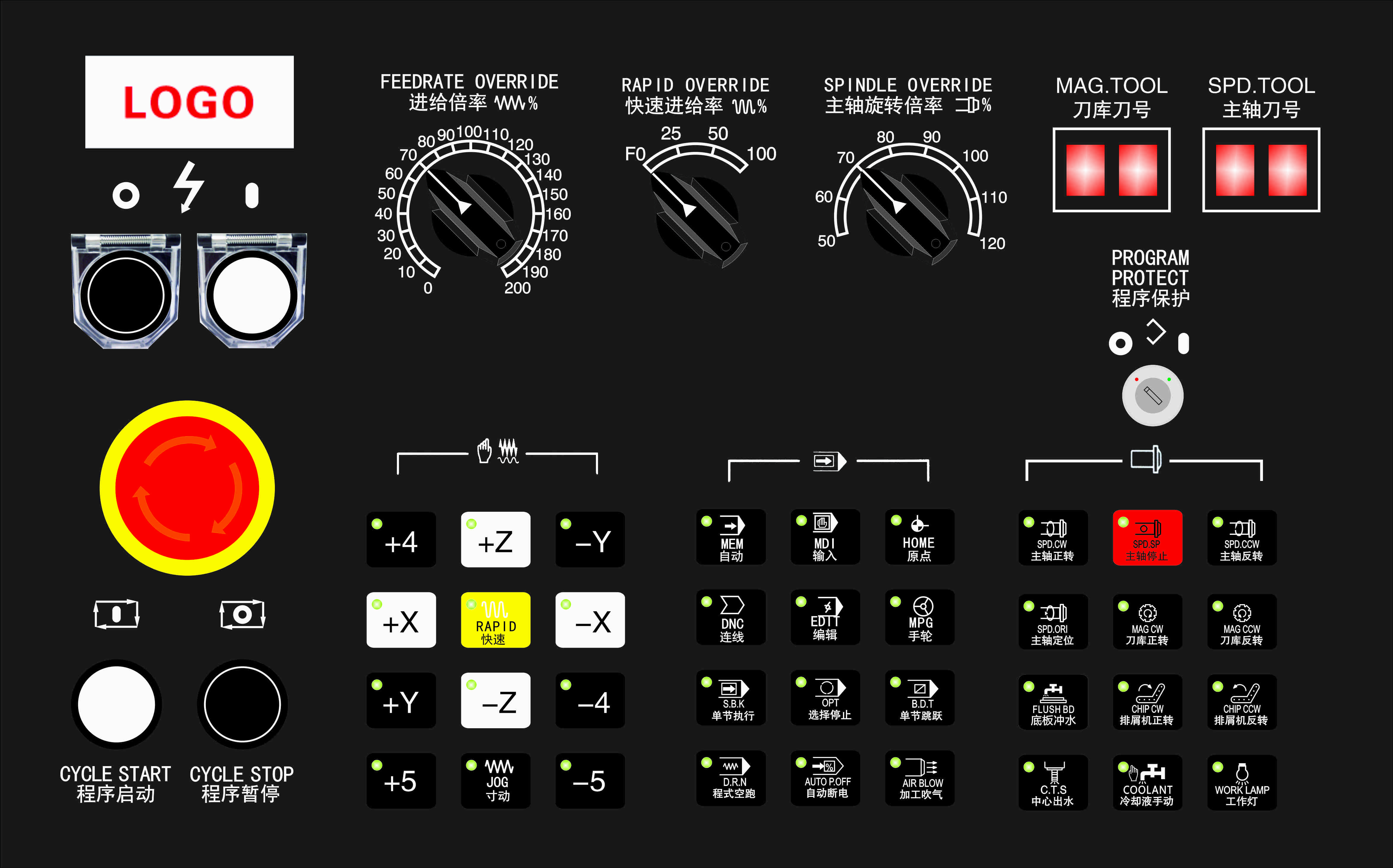
2、主界面:显示操作界面、工作状态、程序状态和补偿状态。 功能键:例如主轴启动/停止、ATC控制、手动进给/快速进给、刀具测量和换刀等。 编程键:用于程序编辑、修改和存储。
3、首先把机床回零,安装好加工刀具,按下操控面板“HANDLE”按键,切换到手轮模式状态。在手轮模式下,把手轮切换到“Z”挡位,摇动手轮使用刀棒对刀,记下此时的机械坐标Z的数值。
加工中心操作方法?
首先回机床参考零位(即回零),使机床对其以后的操作有一个基准位置。
加工中心操作面板各按键功能介绍如下:RESET(复位键): 按下此键,复位CNC系统。包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。CURSOR(光标移动键): 移动光标至编辑处。
日常的操作步骤:开机:打开外部总电源,启动空气压缩机。返回参考点操作。装夹工件:为便于工件安装,用手动方式尽量把Z轴抬高,用压块、螺杆、扳手等把工件锁紧在工作台上或平口钳上。
加工中心对刀操作教程如下:工具:CNC机床、数控加工中心。首先把机床回零,安装好加工刀具,按下操控面板“HANDLE”按键,切换到手轮模式状态。
操作者必须熟悉加工中心操作使用手册和机床性能,并经过有关立式加工中心的理和实习培训,通过考试及格取得上岗证,才具备操作立式加工中心的资格。
cnc加工中心怎样操作
首先回机床参考零位(即回零),使机床对其以后的操作有一个基准位置。
主界面:显示操作界面、工作状态、程序状态和补偿状态。 功能键:例如主轴启动/停止、ATC控制、手动进给/快速进给、刀具测量和换刀等。 编程键:用于程序编辑、修改和存储。
程序自动运行,是指在加工程序时用,用于程序自动运行,是常用的加工,在此状态下,操作员只需要装夹好产品,然后按程序启动键就可以了。第二个是程序编辑按键。主要用来编辑程序时使用。
 扫一扫微信交流
扫一扫微信交流
发布评论