
加工中心夹具的设计应从哪些方面考虑
1、所设计的夹具应便于制造、检验、装配、调整和维修。
2、请问机械加工工装夹具设计的三要素是:工装夹具应具备足够的强度和刚度、夹紧的可靠性、良好的工艺性。利用工件前工序中加工完的孔进行定位时,需要使用有公差的销子进行定位。
3、以人为本:设计的工装夹具使用起来比较方便,具体反映在质量轻,操作简便上。
4、夹具设计时应考虑设计平衡结构 消除夹具回转中可能产生的不平衡现象,以避免振动对工件加工质量和刀具寿命的影响。特别是角铁类车床夹具最容易出现此类问题。平衡措施主要有两种方法,即设置平衡块和增设减重孔。
5、夹具的选择、工件装夹方法的确定:夹具的选择数控加工对夹具主要有两大要求:一是夹具应具有足够的精度和刚度;二是夹具应有可靠的定位基准。
常见的加工中心设备有哪些种类
卧式加工中心。主要适用于加工箱体类零件。立式加工中心。主要适用于加工板类、盘类、模具及小型壳体类复杂零件。龙门加工中心。主要适用于加工大型零件。
加工中心通常以主轴与工作台相对位置分类,分为卧式、立式和万能加工中心。卧式加工中心。主要适用于加工箱体类零件。立式加工中心。主要适用于加工板类、盘类、模具及小型壳体类复杂零件。万能加工中心。
加工中心按主轴与工作台相对位置可以分为四类,分别为立式加工中心、卧式加工中心、龙门加工中心和复合加工中心这四类加工中心。
数控加工中心各类机器设备有:立式车床、落地车床、卧式车床、仿形车床、多刀车床、数控 、龙门、立车、冲床、火焰切割等。
主要加工平面。五轴(四轴)是万能加工中心。能加工异形体。又叫五轴联动加工中心(多轴联动)。加工模型、模具啊等等。按照大小有分为特制的机型。生产加工中心设备的机器叫‘母机’。我知道的就这么多。
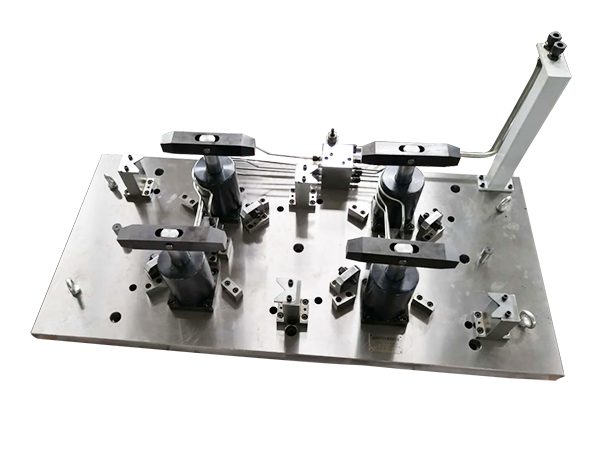
立式加工中心最普通的夹具该怎么做?就是一块铁板上加两个定位销钉的那种...
主轴要自动换刀柄需要有定位功能,刀柄有卡口,只有在某一角度(比如多少度)机械手才能放进主轴让其抓刀,这就要求主轴每一次换刀具时都要有准停(也就是你说的定位)到某一个角度。
立式加工中心一般没有一个转盘,顶面处理。 此外,躺在两个主轴和主轴的立法复合加工中心,可以调整到的垂直和水平的可调加工中心的水平轴或垂直轴,它们是五面加工,在工件上的。
普通立式加工中心在加工时工件放在工作台上,靠工作台前后、左右运动实现工件XY两轴方向的加工,其最大优点是工作台移动较快,直接体现为加工效率的提升。
)所选基准应能保证工件定位准确,装卸方便、迅速,夹紧可靠,且夹具结构简单。2)所选定的基准与加工部位的各个尺寸计算简单。3)保证各项加工精度。
夹具作用:迅速、方便、安全地安装工件 夹具是指机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具。
而且余量要少!!最后走光刀的时候,就保持每个孔的转速,进给,都一致!中间不要拆刀具!走出来尺寸就能够都一样!如果是718 或者136这些铁的话,最好用55°以上的刀.。
数控加工怎么选择装夹和夹具?
进行数控加工时,对夹具有两方面要求:第一,夹具与机床的坐标方向要固定;第二,对机床坐标系与零件的尺寸关系进行协调处理。
万能组合夹具。适合小批量生产或研制时的中小、小型工件在数控 铣 床上进行 铣 削加工。专用 铣 削夹具。这是特别为某一项或类似的.几项工件设计制造的夹具,一般在年产量较大或研制时非要不可时采用。
下面简单说明下数控用夹具的选用方法:(1)数控为能装夹不一样尺度、不一样形状的多种类工件,数控加工的夹具应具有柔性,通过恰当调整即可夹持多种形状和尺度的工件。
在选择时应注意以下几点:力求设计、工艺和编程计算的基准统一。尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。避免采用占机人工调整式加工方案,以充分发挥数控机床的效能。
数控机床选用的夹具不合适,从而使数控机床的生产效率大幅降低,通过技术分析,夹具的使用有很大的关系。
夹具怎么与加工中心连接
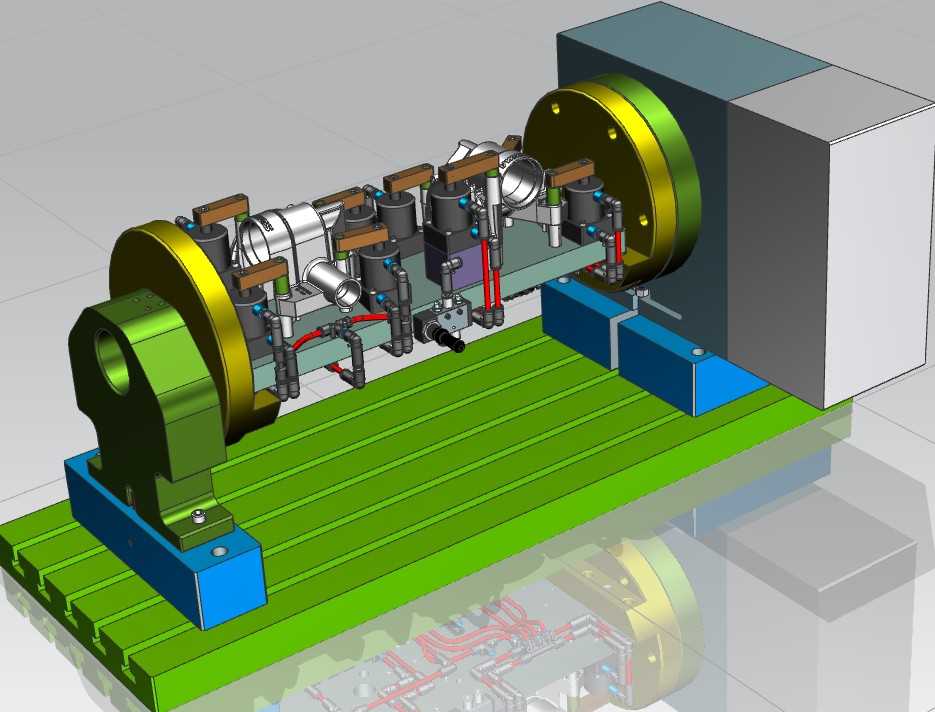
1、夹具一般是与加工中心的工作台连接,工作台上开T型槽。夹具上一般会开U型孔。最近将T型螺栓插入工作台的T型槽中,与夹具的U型孔连接固定。
2、车夹具可以用螺栓上在卡盘法兰上,也可以直接夹在卡盘上,简单,但安全性没有前一种好;铣夹具一般都是用T型槽螺栓直接压在工作台面上。
3、机床类型:不同的机床类型(如数控机床、加工中心等)使用不同的主轴和夹具连接方式。例如,数控机床通常使用球头锁紧机构来连接夹具和主轴,而加工中心可能使用锥度连接或偏心连接。
4、要加工中心机床本身就有做夹具松夹的M代码,然后找到厂家要到M代码,把M代码加到程序指令中去。
5、夹具、零件应定向安装。能经短时间的拆卸,改成适合新工件的夹具。由于加工中心的辅助时间已经压缩得很短,配套夹具的装卸不能占用太多时间。夹具应具有尽可能少的元件和较高的刚度。
 扫一扫微信交流
扫一扫微信交流
发布评论