

数控车床Z轴丝杆有间隙,怎么调?不知道是哪里松了?
如当刀具一直沿着-z方向走,然后突然反向往+z方向走的话,由于丝杠反向间隙的作用,刀具会停滞一小会,等反向间隙消除后刀具才运动,但是这时数控机床的坐标已经变化了一个值,也就是说坐标值与刀具实际位置已经产生了偏差。
不知道有几个丝的间隙。20丝以内就在系统里头调,再大建议检查丝杠,更换滚珠。尤其是走圆弧,补偿是没有用的。走直线吧可以在系统调,不过补偿是以G00速度快速走过间隙。你可以参看系统说明书修改参数。
线轮松动:数控车床Z轴的运动依靠驱动电机和滚珠丝杆的带动,滚珠丝杆的运动需要线轮来支撑,如果线轮松动,就会造成Z轴松动。
看看丝杠螺母座,可能松了,然后看轴承座,是不是松。第三看看轴承。第四看看镶条。
打打反向间隙吧,看看有多少。百分表固定。表针打在托板上。系统设置点动。走过去在走回来。看看差值有多少。一般间隙过大就不是丝杆间隙,属于机械间隙建议检查轴承,或固定装置。间隙很小可怀疑丝杆间隙。
新代系统加工中心z轴行程怎么调
1、调整步骤如下:确认设备处于关闭状态。拆卸设备机壳,确定行程开关的位置。调整行程开关的位置,使其与设备的上下限位相对应。安装行程开关,确保接线稳定且没有损坏。
2、新代系统SYNTEC: 参数修改 :第一页面按显示屏下最右或左边按键,出现“参数设定”按键,找到要改的参数,需要输入密码时,输入参数密码“520”。
3、Z轴行程首先要确保你的机器硬件本身还有空余的空间,确保有的基础上,通过调整参数可以完善到尽可能到极限,但又保证不撞机。具体细节3-05-87-94-09- 0-嘛也行。
4、手动操作:可以将机床模式调至手动模式,通过手动操作使Z轴向上移动至所需位置。通过参数设置:在参数设置中,找到关于Z轴行程的参数,例如“Z轴最大行程”或“Z轴行程设置”等,然后根据需要修改参数值。
5、首先,如果加工中心在进行刀具换位操作时出现Z轴超程,可能是由于机器坐标与工件坐标系发生了偏差,导致机器无法准确判断刀具的位置。此时你可以进行坐标系校准或刀具测量来确保精度。
加工中心z轴怎么对刀?
1、首先把机床回零,安装好加工刀具,按下操控面板“HANDLE”按键,切换到手轮模式状态。在手轮模式下,把手轮切换到“Z”挡位,摇动手轮使用刀棒对刀,记下此时的机械坐标Z的数值。
2、首先,你可以采用常见的工具对刀方法,如使用指示表或光栅尺。你要做的是将刀具安装在主轴上,并在工具附近设置指示表或光栅尺。然后,你可以在Z轴的移动下,通过调整刀具位置直到指示表或光栅尺显示为0来实现对刀。
3、选择一把刀具(也叫做标准刀)进行对刀,把对刀后得到的Z轴机械坐标值输入到G54中的Z轴。分别测出其余刀具相对于标准刀的差,注意此处带正负号输入,做好记录。
数控机床z轴尺寸不稳定怎么办?
1、环境因素:环境温度、湿度等因素也可能会影响数控车床的运行,导致 Z 轴尺寸不稳定。需要保持机床周围环境干燥、通风,并根据实际情况进行调整。综上所述,数控车床 Z 轴尺寸不稳定、坐标点自动偏移的问题可能由多种原因引起。
2、处理办法有:调节X轴的反向间隙。必要时需要机修工一起做。改变程序的走刀路径,使用消除间隙的走刀方法(和普车的走刀路径一样),就可以大大减小因为尺寸不稳定而报废的现象。
3、该故障现象也通常表现为尺寸在几丝范围内无规则变动。只需将磨损轴承更换并认真调整,故障即可排除。丝杠间隙或间隙补偿量不当,通过调整间隙或改变间隙补偿值就可排除故障。
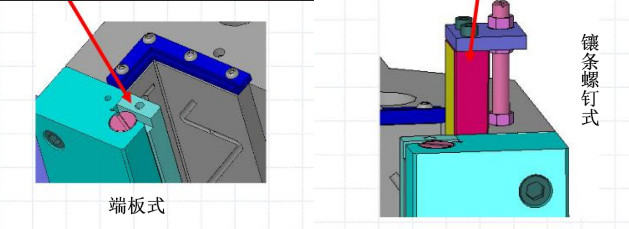
加工中心的硬轨是否带镶条调节?
1、法兰克加工中心有异响,还影响精度,汽车异响这个问题,普通车主很难辩别哪些是故障异响,哪些是合理异响。去修理厂检测异响的车辆,只有近20%的车真的出了问题。
2、朋友,这种问题机床用久了硬轨磨损,只要用标准的直角90度云石作参照物来校正磨损的那轴硬轨。机床就可以达到出厂时的精度。
3、线轨贵。线轨安装简单,硬轨需要浪费大量时间进行安装,因此线轨贵。线轨的速度快,精度高,适合高速机用,可以高速切削,适合加工小型精密模具,价格在120元,硬轨速度比较慢,价格在100元。
4、硬轨加工中心油泵打油时间是20分钟打一次油。
5、二手硬轨加工中心特别便宜可能是因为使用时间长或存在一些问题。二手硬轨加工中心特别便宜可能是因为它们已经使用了一段时间,可能存在磨损或老化的情况。
加工中心常见故障都有哪些原因及解决方法?
加工中心出现故障。数控系统、机床、车间的接地系统的不良;系统的电缆屏蔽连接的不正确;电缆的布置、安装的不合理;系统各模块的安装、连接、固定的不可靠等因数是产生“软故障”的主要原因。
首先,可能是主轴电机故障了。电机可能出现了断电、短路或损坏的情况,导致主轴无法正常运转。其次,可能是主轴传动系统出现了问题,比如传动皮带松弛或断裂,传动齿轮磨损等。这些问题都会导致主轴无法正常工作。
手轮故障原因:手轮轴选择开关接触不良。手轮倍率选择开关接触不良。手轮脉冲发生盘损坏。手轮连接线折断。解决方法:进入系统诊断观察轴选开关对应触点情况(连接线完好情况),如损坏更换开关即可解决。
首先,一个常见的故障是工作台卡死。当工作台无法平稳旋转或者完全无法移动时,可能是由于工作台机械部分出现了故障。解决这个问题的方法是首先检查工作台上的传动装置,包括电机、减速器等,看是否有损坏或者异物阻碍转动。
电源问题:可能是电源供应不足或不稳定,可以检查电源线路是否接触良好,电源电压是否在正常范围内,电源开关是否正常工作等。
CNC加工中心长期使用过程中会出现主轴紧刀不到位的故障。, CNC加工 中心主轴紧刀未到位,该故障可能发生的原因有:①主轴自动夹紧机构内部分碟形弹簧疲劳失效。②刀柄拉钉位置不对。③主轴锥孔内有杂物等。
 扫一扫微信交流
扫一扫微信交流
发布评论