
数控机床加工中心一般都是几轴
机床控制轴数一般为机床整体运动自由度的个数,数控车床的控制轴数为二轴,数控铣床则因其功能的大小而分为二轴半、三轴、四轴、五轴。数控车床主要用来加工回转类零件,切削刀具只需要作横向进给运动和纵向进给运动。
关于通用机床的轴:立式加工中心:X、Y、Z三轴常用,加一个工作台第四轴或五轴旋转工作头,这是最多的立式五轴五联动。数控车:X、Z两轴常用,车铣中心有一个C轴(与主轴在一起旋转的轴)。
数控机床九轴为:九轴加工中心:其中六轴联动包括x,y,z轴的移动,A,B,C轴的旋转同时运行,这称为六轴联动。另外三个轴:u,v,w这是个增量轴。就像立式铣床主轴可以在Z轴上下移动,工作台也可以在w轴上下移动。
总的来说,目前数控加工中心,三轴,四轴,五轴都是主要的形式。
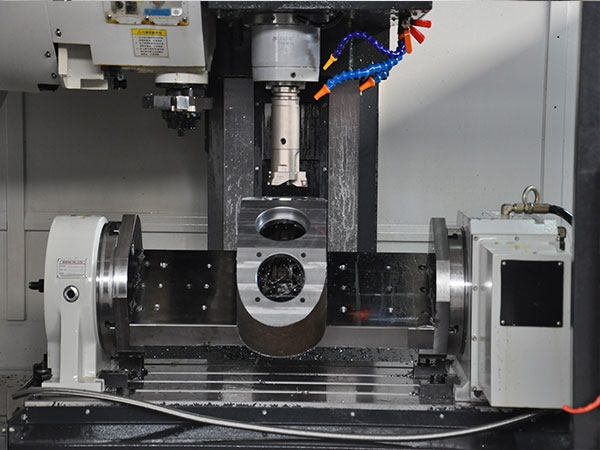
更能够适应像汽车零部件、飞机结构件等现代模具的加工。立式五轴加工中心的回转轴有两种方式,一种是工作台回转轴,设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。
数控机床轴数的划分的确是轴根据联动情况来划分的,但这个毕竟只是一个定义,实际生产中我们需要灵活性。数控铣床一般3轴,车床一般2轴,其它轴是根据工厂针对加工零件的需要让机床生产厂家配上去的。

数控加工中心.3轴与5轴有什么区别?
1、三轴CNC加工一般指三条不同方向直线运动的轴,比如:上下、左右、前后,三轴一次只能加工一个面,适合干加工一些盘类零件,对于需要在多个面上加工孔或凹槽的许多零件来说这是一个限制。
2、编程难度增加。三轴加工中心在加工时,刀轴方向是不会改变的,运动方式也有限,编程相对简单。五轴加工,由于刀具和工件的相互位置在加工过程中随时调整,刀轴方向不断改变,要注意干涉。
3、五轴龙门加工中心和三轴、四轴的区别:所谓四轴数控加工中心一般是加了一个旋转轴,通常称为第四轴。相应的加工中心就是四轴加工中心。
4、五轴加工中心有高效率、高精度的特点,工件一次装夹就可完成五面体的加工。若配以五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工,更能够适应像汽车零部件、飞机结构件等现代模具的加工。
5、三轴和五轴联动都能计算机自动编程,但是三轴能手动编程 ,五轴要手动编程几乎不可能。数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。
6、轴比3轴多了2个旋转轴(AB.AC或BC)ABC是对应于XYZ的旋转轴。用软件编程需要特定的后处理器。5轴后处理器可以处理3轴的程序,3轴的后处理器不能处理5轴的程序。
什么是四轴加工中心
四轴加工中心:是在三轴基础上加了一个回转轴,绕X轴转的叫a轴,绕Y轴转的叫b轴,通过旋转可实现多面加工,减少装夹次数,提高加工咨询,四轴加工中心属于进阶机型,价格略高。
就是四轴加工中心就是x、Y、z轴再加上一个旋转轴,而且这个第四轴不但可以独自运动而且还可以分别和其他一个轴或两个轴或这四个轴同时联动。
四轴加工中心 加工中心:通常指的是带刀库的数控铣床。数控铣床又称CNC(ComputerNumericalControl)铣床。数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。
四轴联动、五轴联动一般指的是加工中心,数控铣床或雕刻机控制系统的联动控制轴数。
加工中心中常说的四轴,五轴是怎样区分的,或者说区别
1、四轴:三轴再加一个旋转轴 ,一般是 水平面 360°旋转。但不能高速旋转。五轴:四轴再多一个,旋转轴 一般是直立面 360°旋转,但不能高速旋转。这个轴 通常加在上下轴上面,也就是主轴上面。
2、四轴联动、五轴联动一般指的是加工中心,数控铣床或雕刻机控制系统的联动控制轴数。
3、四轴需要配合差补程序才能加工曲面,五轴能直接实现曲面加工和五面加工。四轴是xyz和主轴,五轴是xyz和ac轴或ab轴。
4、X,Y,Z联动是三轴,加工作台旋转B轴就是四轴,加主轴伸出W就是五轴了,还有镗的工作台摆动的主轴摆动的很多轴的。
5、基本平动轴是X、Y、Z轴,基本回转轴是A、B、C轴。
加工中心培训
加工中心培训如下:加工中心就是能自动更换工具,对一次装夹的工件进行多工序加工的数控机床。
加工中心的基础知识和原理:包括加工中心的结构和组成、工作原理和加工工艺流程等。数控加工技术:包括数控加工工艺、刀具选择和切削力分析等重要概念和理论。
五轴编程培训是一种专门针对五轴数控加工中心的编程技能培训课程,旨在帮助学员全面掌握五轴编程的基本知识和技能。
三轴半和四轴加工中心的区别
三轴立式数控加工中心是三条不同方向直线运动的轴,分别是上下、左右和前后,上下的方向是主轴,可以高速旋转;四轴立式加工中心是在三轴的基础上增加了一个旋转轴,即水平面可以360度旋转,不可以高速旋转。
三轴CNC加工一般指三条不同方向直线运动的轴,比如:上下、左右、前后,三轴一次只能加工一个面,适合干加工一些盘类零件,对于需要在多个面上加工孔或凹槽的许多零件来说这是一个限制。
编程难度增加。三轴加工中心在加工时,刀轴方向是不会改变的,运动方式也有限,编程相对简单。五轴加工,由于刀具和工件的相互位置在加工过程中随时调整,刀轴方向不断改变,要注意干涉。
四轴:一般工件在空间未定位时,有六个自由度,X、Y、Z三个线性位移自由度和与其对应的啊A、B、C三个旋转位移自由度。通常我们说得的三轴加工中心,是通过X、Y、Z三个线性轴,分别对物件进行加工。
基本平动轴是X、Y、Z轴,基本回转轴是A、B、C轴。
 扫一扫微信交流
扫一扫微信交流
发布评论