

3号炮塔铣床和4号炮塔铣床有哪些区别
区别主要分以下几方面:最大的区别就是采用不同的洗头,每个制造商的产品选用标准不一样,不同的铣头主轴锥度分别为rnt30、nt40。
寿命长,导轨磨精细磨,机床运动精度和寿命俱佳。
号铣床力气不大。铣头输出选用模式结构,通常为7:24,输出力气大。而炮塔铣床输出选用锥柄输出,通常分为5号炮塔铣床,承载力气有限,自重较轻。
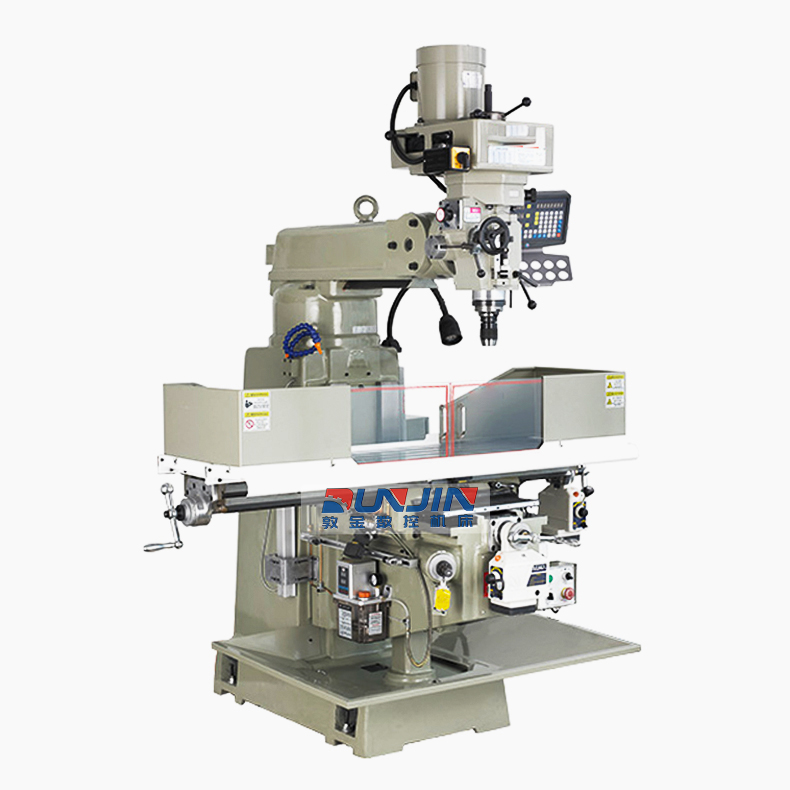
号炮塔铣1250kg,作用对象材质是金属。3号炮塔铣床主轴推进为R8/NT30/NT30特别适用于单件、成批生产和工具、修理部门。可加工各种平面、斜面、沟槽齿轮,T型槽等。可选配万能铣头,分度头等铣床附件,扩大加范围。
kg。工作台尺寸1370x360mm,上下行程380mm,高度度材料密度高,所以4号炮台铣床1700kg。炮塔铣床亦可称为摇臂铣床,摇臂铣,万能铣,体积小,灵活性高,铣头能左右回转90度,前后回转45度,摇臂不仅能前后伸缩等。
式炮塔铣床也称摇臂铣床,万能铣床,是炮塔铣床的一种,属于铣床大类。立式炮塔铣床与炮塔铣床的区分在于其主轴只能垂向进给,主轴行进方向与工作台平面形成90°夹角,所以被称为立式炮塔铣床。

如何用炮塔铣床加工精密工件孔
使用立式炮塔铣床来进行铣削,要求不高的话,可以先夹在平口钳上,用两手同时摇横向和纵向手柄铣。
定位孔的方法是装夹中心钻,利用光栅尺进行精准定位,打中心孔为下一步加工做准备工作,炮塔铣床的光栅尺定位精度小于0.005mm,能满足大部分工件定位要求。
钻孔。一种是钻头回转,零件固定不回转,在普通台式钻床,摇臂钻,镗床上钻孔;另一种方式是零件回转而钻头不回转,例如在车床上钻孔。
炮塔铣床钢性怎么样,功能啥的有53立铣好吗
国内炮塔铣床占主要了,它适合加工大型工件和小型工作. 铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
使用立式炮塔铣床来进行铣削,要求不高的话,可以先夹在平口钳上,用两手同时摇横向和纵向手柄铣。
卧式铣床一般都带立铣头,虽然这个立铣头功能和刚性不如立式铣床强大。这使得卧式铣床总体功能比立式铣床强大。立式铣床没有此特点,不能加工适合卧铣的工件。生产率要比卧式铣床高,刚度相对好些。
可铣槽、铣平面、切断等。卧式铣床一般都带立铣头,虽然这个立铣头功能和刚性不如立式铣床强大,但足以应付立铣加工。这使得卧式铣床总体功能比立式铣床强大。立式铣床没有此特点,不能加工适合卧铣的工件。
炮塔铣床是一种轻型通用金属切削机床,具有立、卧铣两种功能,可铣削中、小零件的平面、斜面、沟槽和花键等。广泛应用于机械加工、模具、仪器、仪表等行业。
炮塔铣钻孔为什么多用手动
1、铣削加工范围很广,主要用来加工各类平面(水平面,垂直面,斜面),沟槽(直槽,键槽,角度槽,T形槽,V形槽,圆弧槽,螺旋槽等)和成形面,也可进行钻孔,铰孔和镗孔等。
2、可以的,铣床的走刀速度的调节范围比较广,打自动走刀钻孔,能够选择到合适的走刀量。
3、小孔的方法是首先装配强力钻夹头,然后用钻夹头夹持钻头进行打孔加工,强力钻夹头的夹持范围是5-13mm能满足大部分小孔加工的要求。
4、钻孔将钻透时,手动进给用力必须减小,以防进给量突然过大、增大切削抗力,造成钻头折断、或使工件随着钻头转动造成事故。
5、炮塔铣床没有自动打孔的设计,主轴自动进给是用来镗孔的,所以钻孔就不好了,一是其中的起保护作用的齿轮会很容易损坏,需要经常更换。
 扫一扫微信交流
扫一扫微信交流
发布评论