

加工中心主轴定位参数是多少
FANUC系统的主轴定位参数是4077。通常主轴只是进行速度控制,但在一些特殊的情况下也需要对主轴进行位置控制。
FANUC系统的主轴定位参数是4077。FANUC系统:伺服的连接分A型和B型,由伺服放大器上的一个短接棒控制。A型连接是将位置反馈线接到cNc系统,B型连接是将其接到伺服放大器。0i和近期开发的系统用B型。o系统大多数用A型。
参数 N0.3741( 指令电压 1OV 时对应的主轴速度 A, 低档 ) 设定为 6000 × 11/108=611。
参数是4077 将诊断参数445里面的值(旋转主轴这个值会变化)输入参数4077。
西门子M19定位角度是0°相当于回零。一般加工中心换刀时用SPOS=ACP(角度),这个角度可以用14514。具有免维护性能的SINUMERIK802D,其核心部件 - PCU (面板控制单元)将CNC、PLC、人机界面和通讯等功能集成于一体。
涉及的参数包括:1815(原点设定)、1320(正限位)、1321(负限位)、1241(第二参考点)。1815号参数中可以看到APC(是否使用绝对编码器)、APZ(机械位置与原点位置是否重合)参数,在电池没电时,APC保持为1,APZ自动变为0。
龙门加工中心的标准参数
这个龙门加工平台尺寸如下:台面尺寸=2500X6000MM。通道宽度=3250MM。通道高度=1950MM。柱塞行程=800MM。横轨行程=1100MM。
盘式刀库装刀容量相对较小,一般在 1~24 把刀具,主要适用于小型加工中心;链式刀库装刀容量大,一般在 1~100 把刀具,主要适用于大中型加工中心。
精度就是X.Z垂直度在2丝之内,论表在5之内。Y.Z垂直度在2丝之内,论表在5丝之内。检棒在5丝之内。 因为我的工作就是定梁系龙门加工中心的装配。
该型号一般人称为1060加工中心,标准尺寸为 行程:1000*600*600。也就是说可以加工工件的尺寸范围长为:1000,宽:600,高度:600(有效加工尺寸)。
国标12米大型高精密龙门加工中心,直线度可以精确到3丝以内,重复定位2丝。
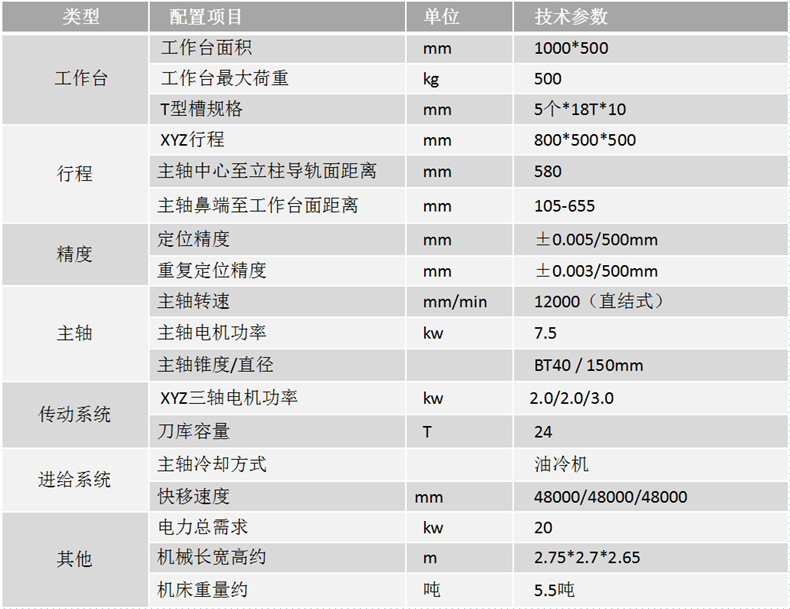
加工中心的主要技术参数有哪些
1、加工中心的主要技术参数包括工作台面积、各坐标轴行程、摆角范围、主轴转速范围、切削进给速度范围、刀库容量、换刀时间、定位精度、重复定位精度等,其具体内容及作用详见表 5 - 1 。
2、规格大小:各轴行程,工作台大小 载重能力,主轴功率/扭矩。
3、数控机床的精度 精度是数控机床的重要技术指标之一。精度主要指加工精度、定位精度和重复定位精度。
4、把电机的接线中的三根线任意两根对调,则可以实现倒转。
加工中心m3攻牙参数
1、M3螺距0.5(粗牙),攻丝的进给计算:转速*螺距(必须这样计算)。
2、进入数控程序编辑界面,找到攻牙加工的相关程序。找到攻牙速度的参数设定项,一般为G76命令,并根据需要修改其数值,如G76X,Z,P,F等其中F为攻牙速度参数。
3、一般钢料为6-15米/分;调质钢或较硬的钢料为5-10米/分;不锈钢为2-7米/分;铸铁为8-10米/分。
4、都是15-30m/min。丝锥是一种加工内螺纹的刀具,该产品规格上写明了转速和进给都是15-30m/min,即转速与所进去的长度是相等的。
滚塑加工工艺流程是什么样的
滚塑成型工艺是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型而成制品。
滚塑成型工艺的方法是先将塑料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,模内的塑料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,给冷却定型而制得。
吸塑: 真空成型称为吸塑,是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型。主要分为厚片吸塑薄片吸塑两大类。
塑料制品的工艺流程成型前的准备 a、 粒科的预热及干燥:若粒科受潮,应进行干燥; b、 嵌件预热:为减少金属与塑料冷却收缩值差距,较大金属嵌件应先进 行预热。 c、料筒清洗:当改变产品、更换原料时均需清洗料筒。
成型工艺有注射成型/吹塑/滚塑等,手机的配件是用注射成型的.成形以后还要做简单的修整塑件,如剪除水口。
cnc加工中心钻孔参数
切削速度可以根据公式计算,切削速度=(加工直径/14/转速)*1000。例如你要加工直径50mm的孔,刀具的最大切削速度是150m/分,主轴速度=(150/14/50)*1000=955转。
碳c:小于等于0.08。316不锈钢cnc钻孔的参数是碳c:小于等于0.08,硅sj:小于等于00,锰Mn:小于等于00,硫s:小于等于0.030。
要看钻头和工件的材料,钻头直径d,加工中心主轴功率等.如果是高速钢钻头钻钢件,经验公式约为:转速n=15000/d,f=d/50(rpm),具体要参考相关的工艺手册或钻头生产厂家推荐的参数。
钻孔5MM的2000 ---到8的1000逐渐降低(深孔用深孔钻削循环)F200到120逐渐降低(转速。进给。
 扫一扫微信交流
扫一扫微信交流
发布评论