
一台卧式加工中心刀库里面有6把刀,现在要求编一个自动循环换刀程序...
楼上的两位的程序只能换一轮刀,也就是换了六次了就不会再换了,只需要再加两句就可以不停止的换下去,到你按停止才会停止。
T1 M6 T2 M6 T3 M6 ...T20 M6 M99 中间省略的就是T多少和M6。
回转刀架换刀工作原理类似分度工作台,通过刀架定角度回转实现新旧刀具的交换。更换主轴头换刀方式时首先将刀具放置于各个主轴头上。通过转塔的转动更换主轴头从而达到更换刀具的目的。这两种方式设计简单,换刀时间短,可靠性高。
是重视加工工艺的经验积累,熟悉所使用的数控机床、刀具、加工材料的特性,以便使工艺参数设置更为合理。 需要特别指出的是,实践经验是数控编程技术的重要组成部分,只能通过实际加工获得,这是任何一本数控加工培训教材都不可能替代的。
CNC加工中心循环指令的使用方法,最好每一种都搞个例子,谢谢!_百度知...
G71复合车削循环指令,G70是Fanuc复合循环指令精加工指令,G7G7G73后面都要有G70精加工程序段。
有三名国际象棋特级大师和三名国际象棋大师进行一场循环比赛,即每一名选手都要和其他五名选手比赛。
switch (多分支选择语句)goto (转向语句)return (从函数返回语句)括号表示其中是一个条件,~表示内嵌的语句。
使用时间继电器控制电机的方法已经过时了,可以采用表控TPC4-4TD的控制器来实现,接线很简单,用表格设置的方法设置需要的功能,十分方便,时间任意可调,每个动作都可以设置延时时间和工作时间,也不需要时间继电器了。
加工中心洗槽切削循环编程方式
第一个动作是X轴和Y轴定位。 使刀具快速定位到孔加工的位置。第二个动作是快进到R点。 刀具自起始点快速进给到R点. 第三个动作是孔加工。 以切削进给的方式执行孔加工的动作。 第四个动作是在孔底的动作。
其次用宏程序肯定可以实现,在M98的下一行输入“GOTO 10”,就可以回到主程序的第一行,也就是循环主程序了,用G94端面循环指令即可。
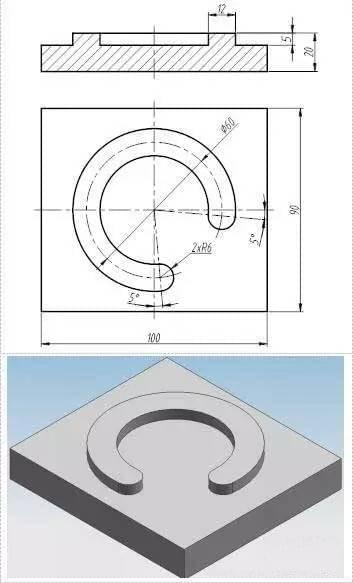
编程加工中心需要掌握基本的G代码和M代码知识,同时也需要了解机床的操作和运行方式。对于铣刀铣22的圆槽,一般可以采用以下步骤进行手动编程:确定加工坐标系和工件坐标系,选择合适的刀具和切削参数。
编写切削路径。您需要编写程序来指定切削路径,以便加工中心按照所需的形状切削钢板。这通常可以通过 CAD/CAM 软件完成。调整加工参数。根据不同的刀具和材料,需要调整加工参数(例如进给速度、转速、切削深度等)。
 扫一扫微信交流
扫一扫微信交流
发布评论