

做细小曲面加工用什么刀具
1、球刀:球刀在模具加工中最常用来铣削3D的模具,在加工曲面中常用,主要是加工曲面,一般编程时需要用到软件编程。精镗刀:镗孔在加工中,需要掌握的一门技能。一般是用来精加孔,切削量较小,确保表面的光洁度。
2、一般可以用球头铣刀,面的粗糙度要视工件材料和刀具材料、加工时步进量决定,一般步进量越小面越光滑。步进量选用合适后台阶基本看不出。至于倒角的话车床能倒的肯定是车床倒更经济。
3、雕铣比较精细的曲面,另一方面又有牛鼻刀的特点,所以锥度牛鼻刀常用于浮雕曲面雕刻。大头刀, 实质为头部锥角较大的锥刀。主要用于三维清角。钻孔刀具, 主要用于钻孔。当孔比较浅时,可以用平底刀钻孔。
4、加工中心常用刀具;1钻头,一般分硬质合金钻头,机夹式钻头,高速钢麻花钻;主要为打底孔。其硬质合金钻和机夹式钻头一般不要打中心孔;2搪头;主要为孔的半精修或者精修。为扩孔,加工精度较钻头高。
5、铣削用的机床有卧式铣床或立式铣床,也有大型的龙门铣床。这些机床可以是普通机床,也可以是数控机床。用旋转的铣刀作为刀具的切削加工。
加工中心刀具怎么选择合适的?
1、因此,数控加工中的刀具选择和切削用量确定是在人机交互状态下完成的,这与普通机床加工形成鲜明的对比,同时也要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工的特点。
2、在加工内容方面,需要根据不同的加工工艺来选择合适的刀具类型,例如平面加工可以使用平头铣刀,而倒角加工需要使用倒角刀。
3、根据孔的精度要求不同,采用不同工艺步骤,选用不同刀具:精度为IT6的孔,要用磨削工艺,精度更高要研磨。精度为IT7的孔,可用1~2次铰削或镗削工艺。精度为IT8的孔,用一次铰或镗即可。
4、在数控加工中心加工孔时,选择直径刀具的规则是:当孔的直径大于等于5mm时,应该使用小于等于孔径的刀具进行加工;而当孔的直径小于5mm时,应该使用小于等于0.8mm的刀具进行加工。

非回转体立体曲面的主要加工方法是采用球头刀进行?
1、非回转体立体曲面的主要加工方法是采用球头刀进行是正确的。球头刀是一种刀具,其刀头的形状是一个球体,可以用于加工各种非回转体曲面,如不规则的弯曲曲线、凹凸不平的面等。
2、) 加工曲面类零件时,为了保证刀具切削刃与加工轮廓在切削点相切,而避免刀刃与工件轮廓发生干涉,一般采用球头刀,粗加工用两刃铣刀,半精加工和精加工用四刃铣刀,如图4所示。
3、球头铣刀立铣加工轴向进刀。使得球头立铣刀的加工精度高,刀具寿命长,并且可以轴向进刀,它满足了对复杂空间曲面自动加工的需要。
4、(1)行切加工法,采用三坐标数控铣床进行二轴半坐标控制加工,即行切加工法。当加工凹圆弧时的铣刀球头半径必须小于被加工曲面的最小曲率半径。(2)三坐标联动加工,采用三坐标数控铣床三轴联动加工,即进行空间直线插补。
非回转体立体曲面的主要加工方法是采用球头刀进行
1、非回转体立体曲面的主要加工方法通常不是采用球头刀进行。球头刀主要适用于加工球面、弧面等回转体曲面,而非回转体曲面通常需要采用其他加工方法。
2、) 加工曲面类零件时,为了保证刀具切削刃与加工轮廓在切削点相切,而避免刀刃与工件轮廓发生干涉,一般采用球头刀,粗加工用两刃铣刀,半精加工和精加工用四刃铣刀,如图4所示。
3、球头铣刀立铣加工轴向进刀。使得球头立铣刀的加工精度高,刀具寿命长,并且可以轴向进刀,它满足了对复杂空间曲面自动加工的需要。
数控加工中,为什么曲面精加工得用球刀啊,能告诉我原理吗?能告诉我为...
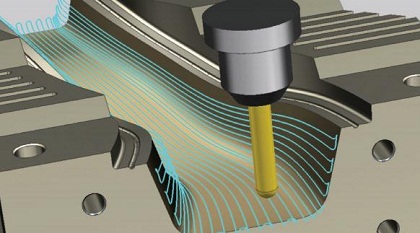
第二也是最重要的优势,如果用普通平底铣刀铣曲面,虽然加工效率高但是留下的残料台阶是无法接受的,如果用球刀则可以解决这个问题,能得到一个较好的表面光洁度,这也就是为什么铣曲面用普通铣刀开粗,最后用球刀精加工的原因。
结构不同。球刀,一般是整体式结构;圆鼻刀,一般是镶嵌式结构。适用的地方不同。工件较大,狭小凹陷区域较少,曲面变化较小,相对平坦的区域适合用圆鼻刀,狭小凹陷区域适合用球刀。磨损不同。
半精加工的行距和步距可比精加工大。(3)精加工最终加工出理论曲面。用球头铣刀精加工曲面时,一般用行切法。对于开敞性比较好的零件而言,行切的折返点应选在曲表的外面,即在编程时,应把曲面向外延伸一些。
 扫一扫微信交流
扫一扫微信交流
发布评论