

在大型铸件上加工三个具有位置精度要求的孔,应采用()机床。1钻2铣3磨...
精度要求最高的话,我个人觉得使用磨床。但是一般来说在磨的工序之前,先有钻孔,然后在搪孔。钻孔和搪孔,形位公差要求不是太严,普通的加工中心或者铣床都可以完成。但是在涉及到研磨。就需要涉及到定位。
车床是主要用车刀对旋转的工件进行车削加工的机床。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床。
圆周插补铣削:铣刀围绕已加工预孔的外径或内径以全齿深进行走刀铣削,以实现扩孔加工。插铣或Z轴铣削:通过沿着工件的肩壁逐次进行插切,在粗铣出凹腔的同时加工(钻削)出一个新的孔。
摇臂钻床;(2)立式钻床或台式钻床;(3)镗床;(4)压力机(冲床)或手电钻。
加工工件3绘图时.大多采用( )比例,以方便看图。A. 1:1 B. 1:2 C. 14用来表示机床全部运动关系的示意图称为机床的( )。
液压动力卡盘 用于夹持加工零件,使零件与主轴一起生产旋转运动。 其夹紧力的大小可通过调整液压系统的压力进行控制,具有结构紧凑、动作灵敏、能够实现较大夹紧力的特点。 尾座 用于长轴类零件的加工以及钻孔、扩孔等。
立式加工中心机床五大铸件是什么?
1、是指一般碳钢铸件,中、低合金铸件,高锰钢、中铬合金钢及高铬铸钢(铁)耐磨铸件,耐热钢以及不锈钢系列铸件等五大系列产品。
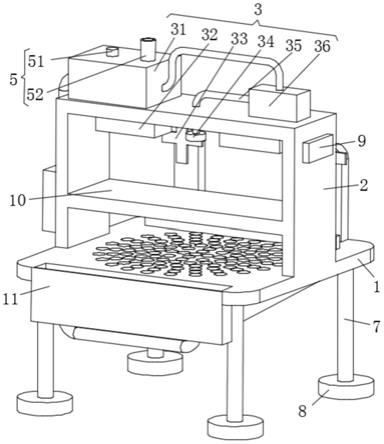
2、立式加工中心一般有以下7大重要元件构成:工作台:主要是用来固定工件,用来提供加工工件的平台。鞍座:支撑工作台。底座:用来支撑工作台和鞍座,满足X向和Y向运动。主轴箱:主要是用来安装主轴用的。
3、基础部件指床身铸件。由床身、立柱和工作台等组成,是CNC加工中心的基础部件,大都是是铸铁件,CNC加工中心工作时均要承受静载以及在加工时的切削动载。
4、⑴基础部件:由床身、立柱和工作台等大件组成,它们是加工中心结构中的基础部件。
5、立式加工中心是数控机床的一种,主要用于在三维空间内进行自由曲线表面的加工以及四面加工的工艺。它可以完成铣削、钻孔、攻丝等多种加工方式,加工效率高、准确性高、稳定性好。
加工中心太标铸件怎么样
1、更省时、更省力。南太标精工铸造有限公司,成立于2010年8月30日,法定代表人为张永林。机器人在导轨上来回滑动,更换刀具,装夹铸件,整条无人化生产线正同时加工多种铸件。
2、区分锻件和铸件的方法是锻件外观更光滑细腻。敲打锻件发出的声音清脆,而铸件则有点沉闷。应用途径分为不同类型,而且产品的精密度也有差别。
3、太标集团待遇好。太标集团工资在4000-12000元每月,试用期4000元+计件,需要经常加班。太标集团位于云南省玉溪市研和街道太标精工铸造工业园内,已建成年产10万吨大(重)精密数控机床铸件生产项目,单件铸件重量可达50T。
加工中心加工铸铁件用切削液?
购买加工铸铁件的切削液时应注意具备以下几点:出色的防锈性:具备出色的防锈性,对机床和加工件起到良好的保护作用。
切削铸铁时一般可不使用切削液,因为铸铁中含有石墨,石墨本身就是一种较好的润滑材料。但石墨在切削过程中无冷却作用,因而在强力切削、高速切削、磨削以及工件加工表面粗造度小于Ra0.8,um时仍需要使用切削液。
碳大多以石墨的形态存于铸铁中,石墨是一种润滑性很好的材料,大约在铸铁中占到10%,所以切削时可以不使用切削液。碳在铸铁中还有时候是以渗碳体的形式,其他还有硅、锰、磷、硫、镍、钼、铝、硼、钒等元素。
铸铁件加工可以用乳化油,也可以用半合成切削液,还可以用全合成切削液,乳化油润滑性好,但容易发臭,稳定性不好。半合成润滑冷却防锈综合性能好。全合成切削液冷却性好,稳定性好,但是润滑防锈性相对较差。
其次,生铁切削液对比起别的切削液,它的冷却性、润滑性、清洗性和防锈性要更加显著,即使是经常多发生锈的生铁加工,也能保证不生锈,这是一款专为生铁材质设计铰孔用切削液,可替代切削油。
加工中心加工铸铁每齿吃刀量给多少
要看是什么铸铁,一般铸铁件大都是灰口铸铁,转速设为150~200左右,走到量可以稍微大点,最好第一刀直接加工到把铸件硬皮去掉,这样可以减小刀具磨损。
龙门加工中心每把刀的进给转速时多少? 这个没有具体的数值,要根据刀的材料,要加工的工件材料,吃刀量,来决定,工作时间长了,经验丰富了这个自然就清楚了。
-3毫米。切削量是指工件在加工时一次走刀工件直径的减少量。被吃刀量说的是径被切去的量,而切削量指的是直径上被切去的量,加工中心铣钢件吃刀量普遍是2-3毫米。
例如加工45#钢,用P10类刀具材料,带TiN涂层,精加工线速度一般可达150~250米/分钟(各品牌刀具推荐值略有不同)。
加工中心加工铸铁的转速与进给?
1、其中,F为进给量,f为每齿进给量,Z为铣刀齿数,n为转速。在这个公式中,切削速度和进给量是两个重要的参数,需要根据不同的材料和加工方式进行选择。
2、要看是什么铸铁,一般铸铁件大都是灰口铸铁,转速设为150~200左右,走到量可以稍微大点,最好第一刀直接加工到把铸件硬皮去掉,这样可以减小刀具磨损。
3、首先要看刀具材料,如果是100的盘铣刀,CBN刀片,转速可以为3000,进给可以给2200;如果材料为一般的硬质合金,转速可以为500,进给可以为720左右,如果为锋钢类杆铣刀,一般进只能给300,进给给100左右。
4、二百转左右、进给二三 根据吃刀量的大小控制进给大小幅度。
 扫一扫微信交流
扫一扫微信交流
发布评论