
数控加工中心大概的加工方式和原理?
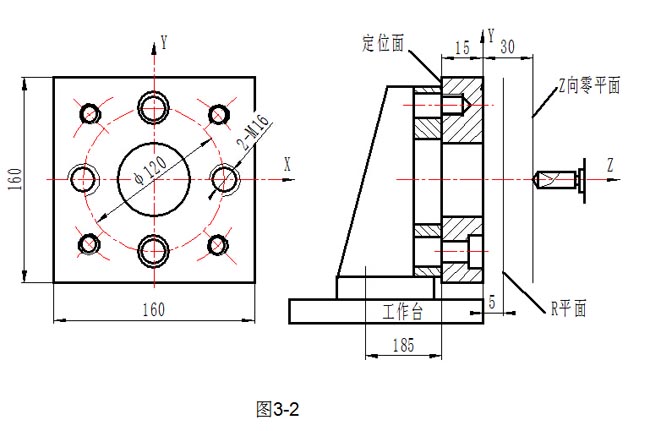
原理是:对刀时输入的参数都是以机床原点为基准。根据这个特点,两次对边的坐标数值做和除以2,正好是两点之间中心点的坐标值。工件在机床上定位装夹后,必须确定工件在机床上的正确位置, 以便与机床原有的坐标系联系起来。
控制介质,要对数控机床进行控制,就必须在人与数控机床之间建立某种联系,这种联系的中间媒介物质就是控制介质。
数控机床加工程序也可通过键盘用手工方式直接输入数控系统;数控加工程序还可由编程计算机用RS232C或采用网络通信方式传送到数控系统中。
加工中心手工编程内洗圆弧怎么编程,举例说明,谢谢
G1 Z0 ; 抬刀 结束加工 M5 ; 关闭主轴 M30 ; 程序结束 在上面的代码中,G2指令用于进行逆时针圆弧插补,其中I和J分别表示圆弧的圆心坐标相对于起点的偏移量。在这个例子中,圆心坐标为(100,50),半径为50毫米。
圆弧插补指令:G02顺时针圆弧插补:沿着刀具进给路径,圆弧段为顺时针。G03逆时针圆弧插补:沿着刀具进给路径,圆弧段位逆时针。
圆弧半径编程 格式:G02/G03X_Y_Z_R_F; 移到圆弧初始点; G02/G03+圆弧终点坐标+R圆弧半径。(圆弧或=半圆用+R;大于半圆(180度)小于整圆(360度)用-R。圆弧半径R编程不能用于整圆加工。
G02顺时针方向圆弧切削,G03逆时针方向圆弧切削,一般基本都用G03逆时针切削视为顺铣切削,比如利用直径30铣刀加工一个直径为40的圆,相对坐标设置圆心为X0Y0G91G01X-FG03IXM30。
数控机床操作原理是什么
数控机床的工作原理:按照事先编制好的加工程序,自动地对被加工零件进行加工。我们把零件的加工工艺路线、工艺参数、刀具的运动轨迹、位移量、切削参数以及辅助功能。
数控机床的工作原理是逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。
数控机床的基本组成包括加工程序载体、数控装置、伺服驱动装置、机床主体和其他辅助装置。下面分别对各组成部分的基本工作原理进行概要说明。
数控机床工作原理图: 控制介质 控制介质又称信息载体,是人与数控机床之间联系的中间媒介物质,反映了数控加工中的全部信息。常用的有RAM,ROM,存储卡等。 输入、输出装置 是CNC系统与外部设备进行交互的装置。
数控编程的原理是什么?
1、原理 自动编程是借助计算机及其外围设备装置自动完成从零件图构造、零件加工程序编制到控制介质制 作等工作的一种编程方法。
2、数控装置是数控系统的核心,其软件和硬件来控制各种数控功能的实现。
3、数控技术原理 1基本概念 所谓数控技术,就是指在使用数字信息的基础上,对机器的加工和活动进行控制的一种技术。
CNC加工中心分中、寻边对刀方法算法跟原理!
1、原理是:对刀时输入的 参数 都是以 机床原点 为基准。根据这个特点,两次 对边 的 坐标 数值做和除以2,正好是 两点之间 中心点的坐标值。你不明白,主要是你基本的对刀方法还不会,或者还不理解。
2、在加工中心上编辑完程序,装夹好工件后,一般还有两个重要工作必须完成,才可以进行加工:一是要设定工件零点,即确定工件零点在机床坐标系中的位置;二是要输入刀具参数,主要有刀具长度补偿和半径补偿。
3、事实上,找工件原点在机械坐标系中的位置并不是求该点的实际位置,而是找刀尖点到达 (0 , 0) 时刀架的位置。采用这种方法对刀一般不使用标准刀,在加工之前需要将所要用刀的刀具全部都对好。
4、CNC分中方法:一,碰刀切削分中。先夹持圆形刀具(例直径10mm刀具)主轴正转,慢慢移动刀具到X轴的左边并下刀,碰触工件(X正方向进给)后X、Y、Z清零,刀具往Z+方向移出工件。
5、现在工厂都习惯用COMP机床测头进行分中啦,全自动操作方便快捷。
 扫一扫微信交流
扫一扫微信交流
发布评论