

加工中心如何加工螺纹
工件材料:45钢正火,模锻。90mm×90mm×20mm (2)加工要求:螺纹表面粗糙度值Rp=6。牙形角为60度。
加工中心攻丝的方法有以下几种:螺纹铣刀,铣螺纹。这主要应用在孔径比较大的底孔,用螺纹铣刀做螺纹的时候指令是用G02或G03,根据螺纹方向选择顺时针或逆时针圆弧插补。丝攻,攻螺纹。
加工梯形螺纹的加工有很多种:直进法、斜进法、左右切削法、车直槽法、分层法等等。
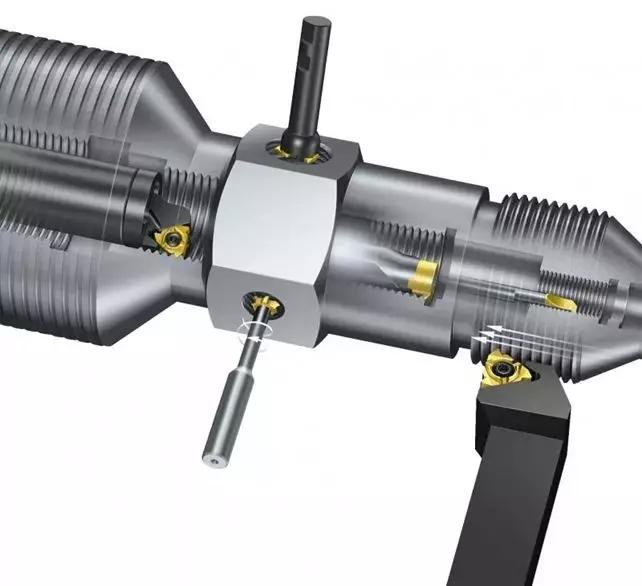
根据通用工艺的加工方法,确定加工内外螺纹的方法,并根据加工工艺准备工量具。然后编程。刀具 刀具 内螺纹的铣削 如图所示,加工零件几何中心的M30X5内螺纹。
用扳牙与丝锥一样程序加工,还有用螺纹铣刀加工。
加工中心在攻螺纹时螺纹孔小
如果一定要用挤压丝锥,建议底孔再大一点,要充分考虑到铝的金属延展性比较大.希望我的回答能对你有所帮助。
螺纹孔小了是可以改大成大一号螺纹的,例如M5的螺丝孔要改成M6的螺丝孔,可以先用直经1的钻头钻一下,再用M6的丝攻攻螺纹。
与加工中心转速、指令有关,还有材质有关。。
加工中心上加工螺纹时,什么以下
1、M6。根据查询数控加工工艺显示,加工中心上加工螺纹时,M6以下螺纹不宜采用机用丝锥攻丝方法加工,螺纹加工是一种使用制作螺纹的工具,采用切削、车削、铣削、磨削等工艺对工件进行加工的工艺。
2、螺纹铣刀一般不根据螺纹大小来确定。不过,鉴于丝锥的规格,一般M72以上建议使用螺纹铣刀。丝锥为一种加工内螺纹的刀具,按照形状可以分为螺旋丝锥和直刃丝锥,按照使用环境可以分为手用丝锥和机用丝锥。
3、加工中心攻丝的方法有以下几种:螺纹铣刀,铣螺纹。这主要应用在孔径比较大的底孔,用螺纹铣刀做螺纹的时候指令是用G02或G03,根据螺纹方向选择顺时针或逆时针圆弧插补。丝攻,攻螺纹。
4、第二,做销孔一定要先钻中心孔,作用是起一点引导作用,防止把孔钻偏 ,销孔一般要精加工的铰孔,或者镗孔,精加工余量很小,如果孔钻偏了,精加工时没余量孔就废了。
加工中心加工螺纹时候转速是怎么计算的,以及螺纹加工钻头选用对照表...
1、要看钻头和工件的材料,钻头直径d,加工中心主轴功率等.如果是高速钢钻头钻钢件,经验公式约为:转速n=15000/d,f=d/50(rpm),具体要参考相关的工艺手册或钻头生产厂家推荐的参数。
2、进给量的值=转速X螺距 螺距=24/牙数。
3、转速乘螺距。加工中心攻丝f值是代表牙距,与攻丝的转速和螺距有关,需要满足f=S乘P,s代表转速,p代表螺距。加工中心攻丝转速需要根据材料的硬度、直径、攻丝深度、攻丝刀具直径等因素综合考虑来确定。
4、计算转速和进给 对于挤压丝锥加工,常用的计算公式为:转速(rpm)= (0.9 x 1000) ÷ 直径(mm)进给(mm/min)= pitch(丝距,mm)x 转速(rpm)x 进给系数 其中,pitch是丝锥的螺距;进给系数通常取0.25~0.3。
5、计算方法:进给量=转速×丝锥螺距。进给量是指刀具在进给运动方向上相对工件的位移量。车外圆时。进给量是指工件每转一转,刀具切削刃相对于工件在进给方向上的位移量,单位是mm/r。
6、然而,为了工人的安全,不锈钢车床在加工m15螺纹时的转速将被限制在80rpm。
加工中心攻螺丝用什么指令
在加工中心进行攻丝操作时,我们通常使用的指令是G76。这个指令可以实现一段倒一段的攻丝,并且可以根据需求进行自定参数的设置。
CNC指令M99的意思是子程序结束返回/重复执行。M99在子程序的结尾,调用子程序时,子程序中的格式必须以M99结尾,当子程序执行到M99指令,表示子程序执行完,返回主程序。
M00程序暂停;M01选择停止;M02程序结束;M03主轴正转;M04主轴反转;M05主轴停止;M06刀具交换;M08冷却开;M09冷却关;M18主轴定向解除等。
第二步:使用G84+M29钢性攻丝,M16螺纹(牙距2mm),完成操作。手工编程优缺点:优点:主要用于点位加工(如钻、铰孔)或几何形状简单(如平面、方形槽)零件的加工,计算量小,程序段数有限,编程直观易于实现的情况等。
求专业人士帮忙。加工中心铣螺纹时造成螺纹环规通端止止端通的原因有...
1、螺纹经过热处理以后,主要会产生一部分变形,如果是冷挤压(比如搓丝、滚丝)加工的,那么螺纹在经过热处理以后在直径方向上会产生一定的涨大,所以就导致了通规不过。
2、通规不通说明螺纹孔的作用中径小了其原因有二:一是中径尺寸过小或大径尺寸过小,但由于止规通过,此情况不存在;二是螺距或牙型半角误差过大,障碍了通规通过。
3、螺纹加工确实有通规不过止规过的现象,其主要原因是牙形问题造成的,与外径关系不大,你说的外径小0.2毫米是正常的,加工后很有可能这0.2就没有了,原因是加工时由于切削力的原因外经长起来了。
 扫一扫微信交流
扫一扫微信交流
发布评论