
请问加工中心方滑枕与普通导轨有什么优缺点
类机床导轨的比较及其分析镶钢导轨机床上最常用的导轨形式是镶钢导轨,它的使用已有很长的历史。镶钢导轨是导轨系统的固定元件,其截面为矩形。
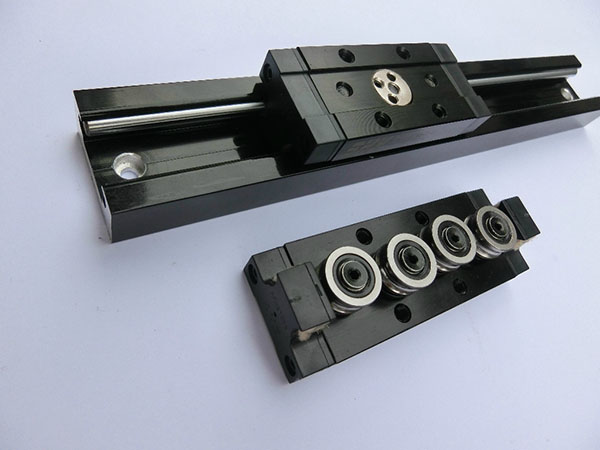
方滑枕是将整个主轴箱体包容在Z轴导轨内,这样刚性更强,而且这种形式的结构主轴是直联的(不是同步带传动的),适合主轴高速。
方滑枕就是装在主轴箱上方孔中的部件,方滑枕是整体铸件,外表四面经过精密加工作为移动的导轨面。主轴箱的方孔是滑枕的移动导轨。
工作台固定,工作台承载重量大,工作台无悬空及挠曲现象,刚性佳精度高,机床承载重量约为4000Kg,固定的工作台使得操作者更容易靠近,装卸工件的操作更加容易和省力。
通常,铣刀的旋转运动是主要运动,工件(和铣刀)的运动是进给运动。可以加工平面和凹槽,也可以加工各种曲面和齿轮。铣床是用铣刀铣削工件的机床。
小的有炮塔式铣床。适合加工小的工件。主要特点是节省场地。扭力比较小。适合加工小型的。余量小的工件。大型的有大型落地式铣床。适合加工大型工件。主要特点是扭力大。加工大型工件的精度高。
加工中心产生误差的原因和解决方案有哪些内容?
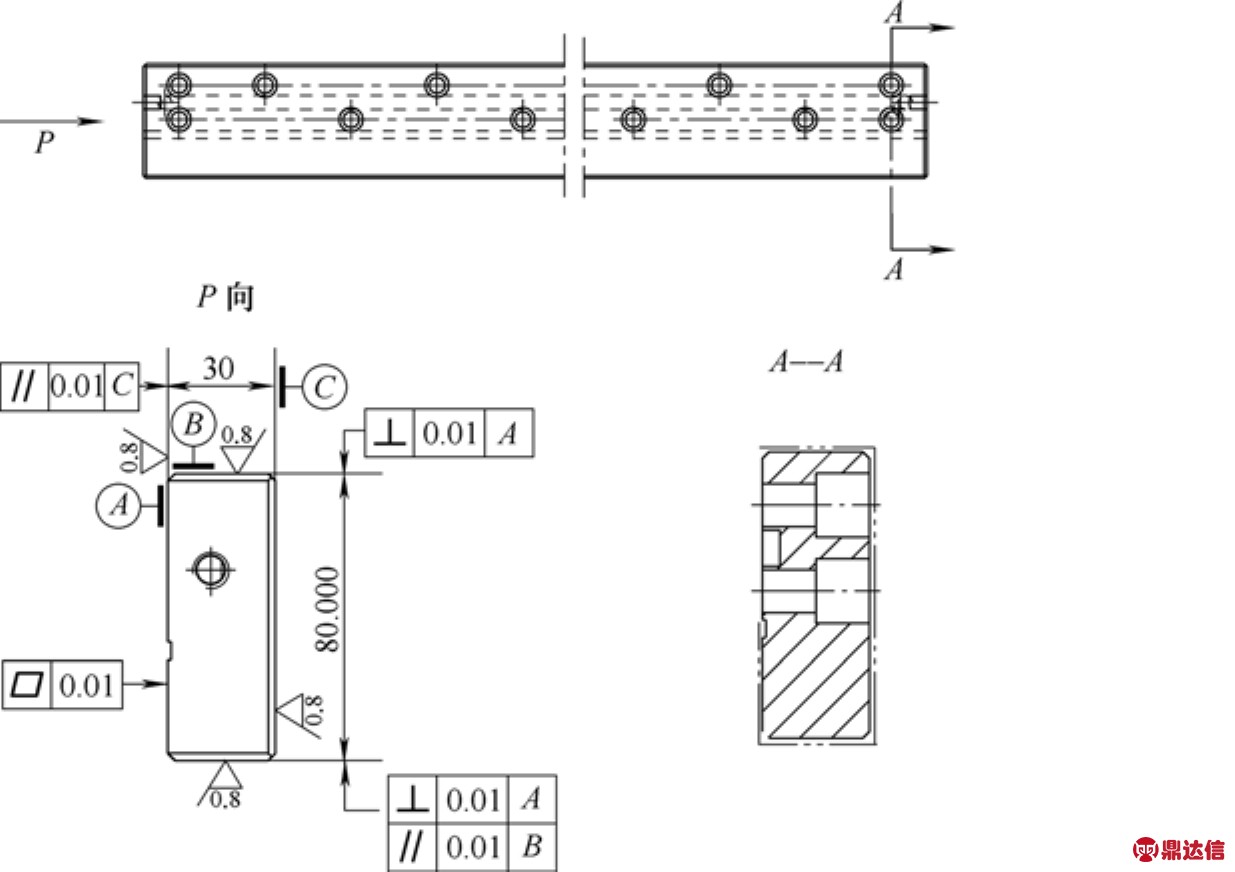
加工中心导轨常见形状有矩形导轨和V形导轨。矩形导轨的水平表面控制导轨在垂直平面内的直线度误差。矩形导轨的两侧面控制导轨在水平面内的直线度误差。
原始误差:引起加工误差的根本原因是工艺系统存在着误差,将工艺系统的误差称为原始误差。
零件的加工精度差,一般是由于安装调整时,各轴之间的进给动态根据误差没调好,或由于使用磨损后,机床各轴传动链有了变化(如丝杠间隙、螺距误差变化,轴向窜动等)。可经过重新调整及修改间隙补偿量来解决。
分析认为,故障原因有两点,一是机械反向间隙较大;二是X轴电机工作异常。利用FANUC系统的参数功能,对电机进行调试。
圆整误差问题常用的解决方法是如下:反向间隙大误差 在加工中心长时间使用或者保养不够及时时,滚珠丝杠、螺母副以及导轨都会出现不同程度的磨损。在这种情况下,会导致各进给部件运行时因扭曲过大而引起反向间隙。
机床自身问题是造成加工超差zui主要的原因。我们知道,CNC加工中心是高度机电一体化的设备。机械方面zui容易出现精度问题的部位是各轴传动链的传动精度,包括丝杠间隙、螺距变化、轴向窜动等。
卧式镗铣加工中心都有哪些性能特点?
1、卧式加工中心的特点:具有自动换刀装置,能自动地更换刀具,在一次装夹中完成铣削、镗孔、钻削、扩孔、较孔、攻丝等加工,工序高度集中。
2、以两坐标摆角铣头为代表的各种铣头附件成为实现高速、高效复合加工的主要手段,其工艺性能更广,功率更大,刚性更强,是落地铣镗床发展的一大突破。
3、结构特点:机电一体化布局,结构紧凑,造型美观,操作方便,采用先进的电子技术与机械装置实现最佳匹配,可靠性高,使用维修方便。使用进口台湾数控回转工作台。
4、以镗铣为主的加工中心的孔加工能力强,功能全。有刀库和自动换刀机构。卧式的一般都有数控分度工作台。可加工的工件范围更大,加工效率高。价格也高。数控铣价格较便宜。加工能力差,效率也低。
5、卧式镗铣床的主要关键部件是主轴箱,安装在立柱侧面,也有少数厂家采用双立柱的热对称结构,将主轴箱置于立柱中间,这种结构最大特点是刚性、平衡性、散热性能好,为主轴箱高速运行提供了可靠保证。
6、加工特点:加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并使刀具转动(主运动)。(1)卧式镗床是镗床中应用最广泛的一种。
铝合金圆弧导轨
窗帘轨道安装:画线定位测量好固定孔距和安装轨道的尺寸。窗帘轨安装搭接长度不小于200mm。明窗帘盒一般先安轨道,暗窗帘盒应后安轨道。
直轨和弯曲轨:最常见的是直轨,直轨通常情况下运用于非异性的直形墙面,可以安装单轨也可以安装双轨。而弯曲轨在一些L型窗或弧形窗上运用地比较多,因为它的柔韧性非常好。幔轨:幔轨外层通常有一个魔术粘。
大多数家居窗轨选择都是单轨、双轨,这样的窗轨和家庭的气氛很融洽,安装也很简单和方便,材质上油铁制、铝合金、不锈钢、木制、塑钢等,不管选择什么样的窗帘轨道,安全是最重要的,在日常使用中方便启动安全就行。
铝合金轨道品种较多,表面处理有氧化,喷涂,电泳,原材料以原生铝合金为上,许多便宜的铝合金轨道是用再生料制造的,表面处理以电泳为最好,表面光滑,不褪色。
暗轨以铝合金为上,所谓的纳米窗帘轨道,其实就是塑胶的,只是换了一个名称,长期使用会老化,断裂,属于短期使用产品。
 扫一扫微信交流
扫一扫微信交流
发布评论