
什么是斜导轨数控车床
斜轨数控车床 也有人叫车铣复合加工中心 。
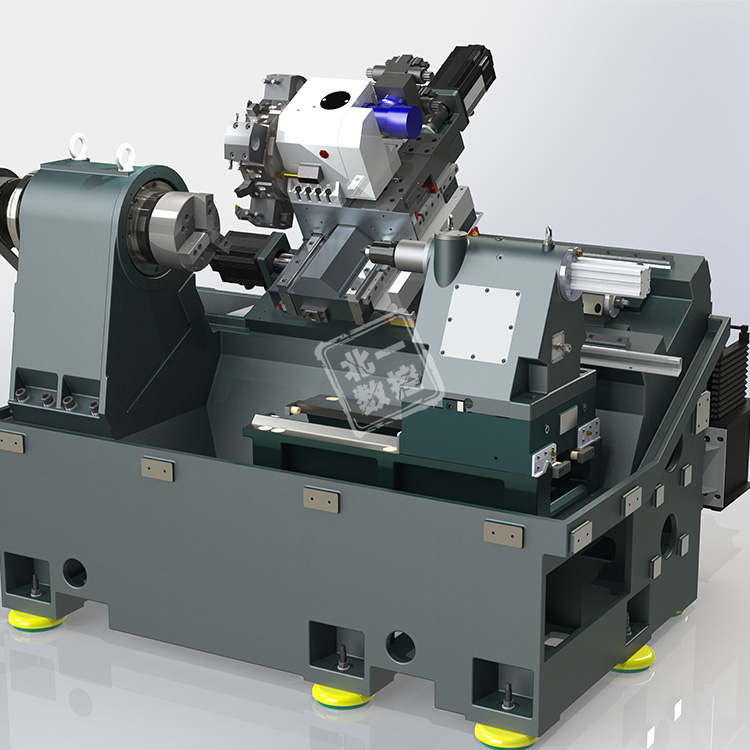
卧式数控车床 卧式数控车床又分为数控水平导轨卧式车床和数控倾斜导轨卧式车床。其倾斜导轨结构可以使车床具有更大的刚性,并易于排除切屑。
数控车床可分为卧式和立式两大类。卧式车床又有水平导轨和倾斜导轨两种。档次较高的数控卧车一般都采用倾斜导轨。按刀架数量分类,又可分为单刀架数控车床和双刀架数控车,前者是两坐标控制,后者是4坐标控制。
平床身数控车床的两根导轨所在平面与地平面平行。斜床身数控车床的两根导轨所在平面则与地平面相交,成一个斜面,角度有30°,45°,60°,75°之分。
平床身,斜床身和平床身斜导轨主要以其工作环境和加工范围而定的。加工环境良好,加工零件小巧(机床设计加工圆周小)因此机床本身小,一般采用平床身机床.也就是说小型数控车床一般都是平床身的。
普通数控机床:普通数控机床一般指在加工工艺过程中的一个工序上实现数字控制的自动化机床,如数控铣床、数控车床、数控钻床、数控磨床与数控齿轮加工机床等。

车床导轨三角形角度多少度?
1、中国标准分类(CCS):J45。根据查询相关公开信息显示,三角形导轨具有自动补偿磨损的能力,导向性好,但制造较麻烦,顶角为90度,小于90度可提高导向精度,110到120度时可提高承载能力。国际三角导轨标准分类(ICS):2060。
2、从机床侧面看,平床身数控车床的床身呈四方形,斜床身数控车床的床身呈直角三角形。很明显,在相同导轨宽度的情况下,斜床身的X向拖板比平床身的要长,应用在车床的实际意义是可以安排更多的刀位数。
3、车床与工作通道间的夹角通常在30度左右。产生夹角的目的是保证了操作者的安全,充分利用车间通光和通风,有效的利用了空间。
4、在图纸上可以看出倒角要倒掉一个小三角形。我还要知道一条边长,才能算出三角形18°角的对边a的长度。咱们假设你的例子里倒角长度b=5mm吧。

数控车床方面全面的知识
1、卧式数控车床 卧式数控车床又分为数控水平导轨卧式车床和数控倾斜导轨卧式车床。其倾斜导轨结构可以使车床具有更大的刚性,并易于排除切屑。
2、数控车床加工时,工件可以通过卡盘夹持于机床坐标系下的任意位置。这样一来在机床坐标系下编程就很不方便。所以编程人员在编写零件加工程序时通常要选择一个工件坐标系,也称编程坐标系,程序中的坐标值均以工件坐标系为依据。
3、数控机床种类繁多,有钻 铣 镗床类、车削类、磨削类、电加工类、锻压类、激光加工类和其他特殊用途的专用数控机床等等,凡是采用了数控技术进行控制的机床统称为NC机床。
4、机床数控。机床数控是指通过加工次序编制任务,将其掌握指令以数字信号的方法记载在信息介质上,经输出盘算机处理后,对机床各种举措的次序、位移量和速度实现主动掌握的一门技巧。
5、结构要求与总体布局 在数控机床发展的最初阶段,其机械结构与通用机床相比没有多大的变化,只是在自动变速、刀架和工作台自动转位和手柄操作等方面作些改变。
车床加工斜度1:10小刀架转多少度?
1、arctg(1:10)=arctg0.1=7106°=5°42′38〃【锥度】,单边角度即小拖板转动角度约为86度。
2、车床加工锥度1比10是866度。分析及过程:1:10锥度=0.5:10斜度 sinA=0.5/10 A= arc sin (0.5/10)=866度 所以车床加工锥度1比10是866度。
3、0锥度=0.5:10斜度。sinA=0.5/10。A= arc sin (0.5/10)=866度。所以车床加工锥度1比10是866度。
4、车床加工锥度1比10是7248度。计算方法如下:角度=2arctan(0.5÷10)=7248度。车床加工锥度1比20是8642度。
 扫一扫微信交流
扫一扫微信交流
发布评论