
液压回转接头
1、液压旋转接头是一种专门用于低速高压多种介质、多通路设备的一种旋转接头,服务于加工中心旋转工作台、液压工作站、卷取机、转炉、大包回转工作台、液压机械及多通路高压控制器之类设备。
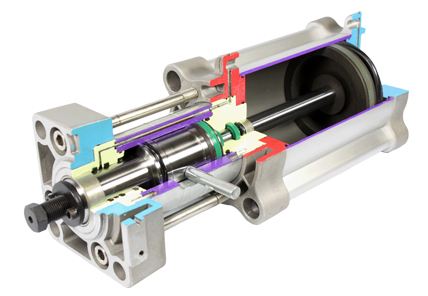
2、液压回转接头有两层:内部柱体和外部壳体。液压油从主控阀接到到内部柱体,行走马达油路接在外壳上。内部柱体从上到下铸有环行凹槽(即油道);外部壳体上也铸有与凹槽对应的小槽(用来安装回转接头密封环)。
3、挖机中心回转接头松动可以做如下操作:停止操作:首先,停止挖机的工作,并将其彻底停机。确保在进行维修和调整之前,挖机完全停止运行,以确保安全。确认松动位置:检查并确认中心回转接头松动的具体位置。
4、回转接头有两层:内部柱体和外部壳体。液压油从主控阀接到到内部柱体,行走马达油路接在外壳上。内部柱体从上到下铸有环行凹槽(即油道)即可。

fanuc加工中心,打刀缸松刀时松不了,一直不停的打刀,怎么解决
说明你调的不对了,有一个阀是专门拉紧或放松,如果刀松不开,说明这个阀没动作。请仔细查找原因,或清洗这个阀。
在刀臂脱离主轴时,如果主轴上有刀具(即状态1),您有听见了漏气声(就是主轴处于松刀状态) ,就要注意,在工装上垫个东西,刀具可能会掉下来的(千万不要用手去抓,很危险)。
你要先看自动换刀有木有可能存在硬拽下来的情况。
发那科EX1002报警说明发那科系统的刀库运行故障。刀库混乱导致换刀时无法松刀。出现这种情况时重置刀库即可解除此警报。FANUC系统的主轴控制回路为位置闭环控制,主轴电机的旋转与攻丝轴进给完全同步,从而实现高速高精度攻丝。
取下的方法是两人配合,一人按住松刀按钮,一人握住刀具,找个铝块或别的东西,朝-Z方向尽量轻的敲击,争取把刀敲下来,不要用力使劲敲,会对主轴造成影响。刀具取下后,除锈,上油保养。

立式加工中心为什么出现打刀缸不到位,强行转动电机后才有动作
1、你是哪里的,你要检查打刀缸是否有问题,还有打刀间距是否调好等等。
2、床由于打刀缸的油怀中缺油,使松刀机械的压力不够,打不下来刀。
3、久力来教你排除,刀缸有问题,可以检查一下主轴头钣金,打刀时主轴芯轴可能往 下走动,注意油杯往外喘油厉害。如果刀缸有力,拆掉芯轴拿出来检查。
4、台群1060加工中心刀臂转到主轴位置打刀缸不打刀应有以下原因:刀具太长或太重,导致主轴负载过大,无法正常运转。此时需要更换适合的刀具,或者调整主轴负载参数。刀缸内存在异物或切削液,导致刀具无法顺畅进出。
5、加工中心出现刀库不到位,请检查到位反馈信号。说明刀库的感应器出现了故障,导致无法感应。这时重新更换刀库感应器来控制刀库转动即可解除此报警。
加工中心风压错误怎么回事?
风压故障也称为排风故障,哪些原因可能导致排风故障,我们需要一一检查并排除。排风部分有问题肯定是打不开点火电路的,对于解决热水器安全问题很重要。
气压漏气的原因。气压在不工作时显示正常,但在气动元件工作时会有突变,即压力突然降低,因为气动元件工作时会将气体排至外部空间,所以数控铣床提示风压低是气压漏气的原因。
加工中心换刀时风力不足,也就是机器系统气压不足,这将会导致换刀时刀柄无法顺利地从主轴上取下,换上新的刀具后,刀柄和主轴之间的吸合力偏小,有可能导致刀柄从主轴上落下,损坏机床。
电源功率不够,解决方法:确认电源的负载能力是否符合系统要求。系统元器件受到损害,解决方法:需要检查后进行更换。
现另一加工中心出现了926报警,之后控制系统的LCD上除报警信息外,无任何显示(当时电控柜内温度较高),不知何故,盼解谢谢! 926报警(FSSB报警)原因和处理连接CNC和伺服放大器的FSSB(伺服串行总线)发生故障。
兄弟加工中心 0587代码的“热错误(冷却)”错误提示可能表示冷却系统存在异常或者潜在的故障或错误,需要及时处理。
 扫一扫微信交流
扫一扫微信交流
发布评论