
加工中心G代码是什么意思?
G代码是数控程序中的指令。一般都称为G指令。使用G代码可以实现快速定位、逆圆插补、顺圆插补、中间点圆弧插补、半径编程、跳转加工。
G代码是一种用于控制机床运动的标准语言,在数控加工中心中可以用它编写程序,来控制机床运行。G代码是以G为开头的字母码,也就是一组字母和数字组成的一个指令,能够使机床移动到预先设定好的坐标位置。
加工中心的G代码是一种机器语言,用于编写加工程序。G代码包含各种指令,包括切削刀具的选择、切削速度、进给速度、坐标轴的移动、加工深度等参数。根据不同的加工需求,可以编写不同的G代码程序,实现各种复杂的加工操作。
G代码 形式代码的功能在它被执行后会继续维持,而一般代码仅仅在收到该命令时起作用。定义移动的代码通常是模态代码,像直线、圆弧和循环代码。反之,像原点返回代码就叫一般代码。

CNC加工中心手动编程一个圆怎么编?(设圆的半径是10mm)
有3种方法:1。用R编程,用这种方法实际上只能编圆弧,不能编整园,圆心角小于180度R取正值,大于或者等于180度r用取负值,也就是如果是铣整园至少要分两段。
编程加工一个直径为50的圆,该圆圆心坐标为(10,-10)。程序如下:G03 (G02) I10 J-10 R50 其中,G03为逆时针方向圆弧切削,G02为顺时针方向圆弧切削,在多数情况下均将GO3逆时针圆弧切削视为顺铣切削。
原理和圆规画圆差不多,把圆规张开(圆半径),针插在圆心,笔头从起点转到终点。
cnc铣外圆手工编程:G54X0Y0Z100(定义坐标通常是检查坐标是否正确可以不要编程习惯)M3S1000(主轴正传)G0X40(到达圆弧的起点)G01Z0F1000Z-6F100G02I-40F500,G0Z100M30。
用R编程 如:N1 X0 Y0 N2X10 Y10 R10 用I J编程时, I= 圆心X坐标-圆弧起点X坐标 J=圆心Y坐标-圆弧起点Y坐标 用R编程时,不能编整圆,其它的都可以编。一般用于手工编程。
为了手工编程16刀铣出一个20大、深25的内圆,您需要遵循以下步骤:选择合适的刀具。您需要使用一种适合切削深度的刀具,通常是直径稍小于20mm的球头刀。根据材料硬度选择刀具的硬度,选择合适的切削参数。确定圆心和半径。
数控G代码的使用方法有哪些
工件坐标系选择(G54-G59)格式G54X_Z_;2.该功能使用G54–G59命令为参数1221–1226分配任意点并设置工件坐标系(1-6)。该参数与G代码相对应:工件坐标系1(G54)-工件原点返回偏移值-参数1221工件坐标系。
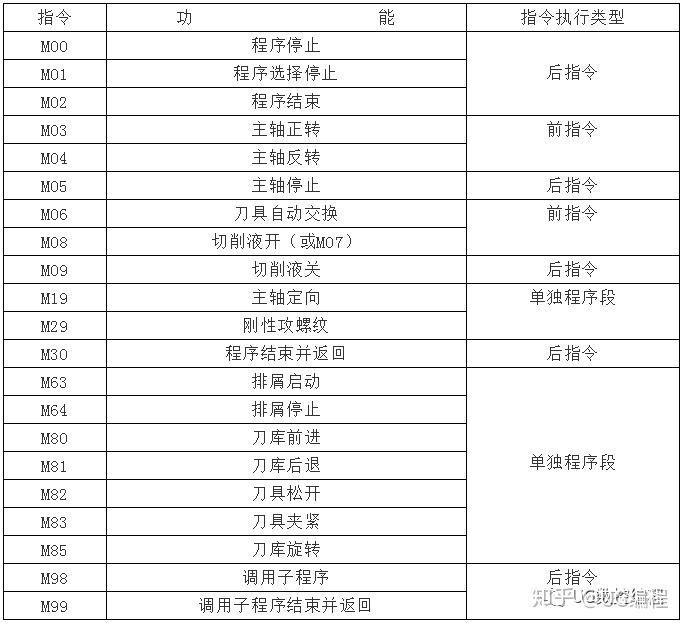
M代码 功 能 M00 程序停止 M01 条件程序停止 M02 程序结束 M03 主轴正转 M04 主轴反转 M05 主轴停止 M06 刀具交换 M08 冷却开 M09 冷却关 M10 M14 。
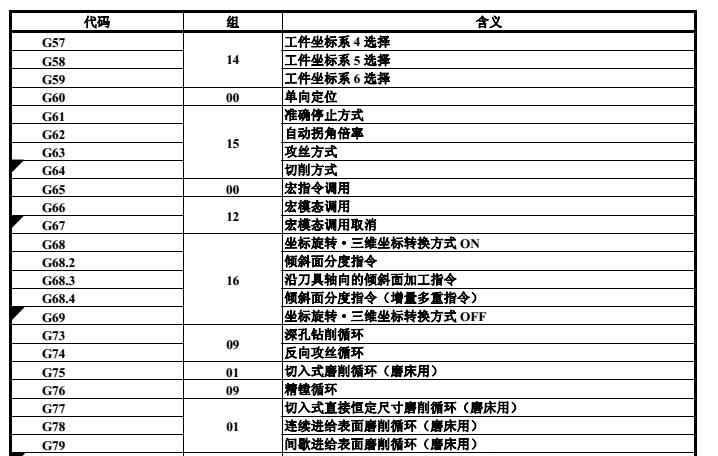
G09-进给减速;G10-数据设置;G16-极坐标编程;G17-加工XY平面;G18-加工XZ平面;G19-加工YZ平面;G20-英制尺寸(法兰克系统);G21-公制尺寸(法兰克系统)。
回零(返回机床原点):对刀之前,要进行回零(返回机床原点)的操作,以清除掉上次操作的坐标数据。指终点与原点连线和X正半轴的夹角...G15取消极坐标。
 扫一扫微信交流
扫一扫微信交流
发布评论