

新代系统数控车床怎么自动倒角,用什么指令?
方法一:可以用基础指令G01完成倒角,先让刀具移动到倒角的起点,然后用下面的指令。G01 X Z F X、Z为倒角终点的坐标值,F为进给量。方法二:用直接图纸编程的方法。如果是45倒角,用下面的格式即可。
机床自动倒角、倒圆角指令格式, 直线接直线。 直线接圆弧。 圆弧接直线。圆弧接圆弧。
度倒角简单,就拿一个外圆直径为60MM,给倒角2MM,首先在用直径减去4MM(机床X轴是直径编程如果是半径编程就减2MM)程式是:G00X56,Z0.G01X60Z-2,F0.1。
U5 W F100 G01代码用于刀具直线插补运动,功能:G01指令使刀具以一定的进给速度,从所在点出发,直线移动到目标点。
新代系统主轴正反转颠倒怎么样调整好
1、传感器调校:使用传感器对加工中心进行调校,使其Z轴垂直水平。可以将变位器从传动轴上拆下,再利用传感器确定当前的Z轴高度。轴承调校:对于机床上端面的轴承进行调整,使其符合Z轴的规格要求。
2、建议看看机床的电气说明书,找出主轴正反转那两个输出点,交换正反转的控制线。
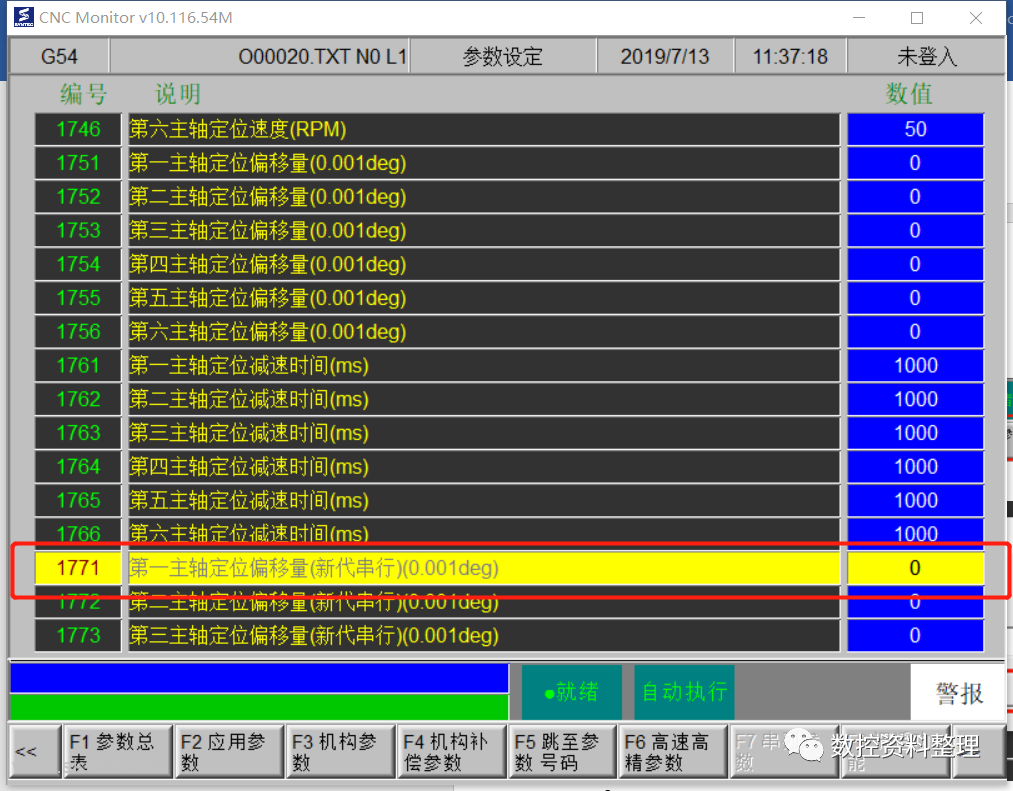
3、首先确认能够进行主轴定向。其次将参数3117#1=1。然后手动旋转主轴使主轴定位块与刀杯定位块互相重合。然后通过诊断参数445确认主轴位置数据。然后将诊断参数445中的位置数据输入到参数4077或者4031。
4、首先在新时代系统主轴上装一标准检验心棒,将测量表置于Z方向,定位A轴在-90度位置,同时将测量表上的刻度调至0。其次将A旋转到90度,读取测量值,将该值除以2得出补偿值,输入到系统参数中。
5、题主想问的是“新代系统停电后主轴定位不准的原因?”机械结构有问题。原因有确认机械结构是否没问题,刀库、主轴、拉刀机构等。编码器定位,可以找到主轴原点偏移的参数,然后修改,或者直接更改编码器原点。
6、新代系统主轴方向取反即主轴正转变成了反转,可以查看机床的电气说明书,找出主轴正反转那两个输出点,交换正反转的控制线。系统是指将零散的东西进行有序的整理、编排形成的具有整体性的整体。
新代系统五轴分度不准怎么调回来
调整新代系统C轴分度的步骤如下:打开新代系统的操作界面,进入C轴分度的设置界面。在设置界面中,找到“分度角度”参数,并进行调整。根据需要,可以输入分度角度的具体数值,或者通过加减按钮进行微调。
驱动器参数pn002需设为0000。将机台移至欲指定的绝对式原点处。将控制器切换为原点模式。将画面切换至绝对式原点设置画面。
首先打开新代系统。其次在系统中找到设置,并点击系统重置。最后点击将分度头360度设置重置为0即可。
新代系统11ma主轴定位角度怎么调整大小
1、首先在新时代系统主轴上装一标准检验心棒,将测量表置于Z方向,定位A轴在-90度位置,同时将测量表上的刻度调至0。其次将A旋转到90度,读取测量值,将该值除以2得出补偿值,输入到系统参数中。
2、新代系统要看是什么变频器,不同变频器调整的方法也不同。如果是新代自己的变频器,那么有资料可以调整。
3、调整新代系统C轴分度的步骤如下:打开新代系统的操作界面,进入C轴分度的设置界面。在设置界面中,找到“分度角度”参数,并进行调整。根据需要,可以输入分度角度的具体数值,或者通过加减按钮进行微调。
4、编码器定位,可以找到主轴原点偏移的参数,然后修改,或者直接更改编码器原点。接近开关式定位,需要检查接近开关位置及感应块的位置并调整。
5、题主想问的是“新代系统停电后主轴定位不准的原因?”机械结构有问题。原因有确认机械结构是否没问题,刀库、主轴、拉刀机构等。编码器定位,可以找到主轴原点偏移的参数,然后修改,或者直接更改编码器原点。
6、图2 群友 CNC编程-王峰:遇到过,这就是主轴定位跑了 干下来了,正好是精镗刀,工装 刀具 主轴全报废了,这个要调主轴变频器。图3 图4 群友 良源雕铣:我是换刀的时候报警。
g68旋转指令怎么用
格式用法如下:旋转指令。指令格式:G68 X___ Y___ R___。以给定点(X,Y)为旋转中心,将图形旋转R角;如果省略(X,Y),则以程序原点为旋转中心。
旋转指令。指令格式:G68 X___ Y___ R___以给定点(X,Y)为旋转中心,将图形旋转R角;如果省略(X,Y),则以程序原点为旋转中心。
设置FANUCG68三维转换参数的步骤如下:设置旋转中心,使用G10指令设置旋转中心坐标值。设置旋转矩阵,使用G68指令设置旋转矩阵。
FANUC系统中坐标旋转指令为G68,其使用格式为:G68X_Y_R_;其中XY表示旋转中心坐标,R表示旋转角度,程序结尾还需要使用G69取消旋转。
旋转指令。指令格式:G68 X___ Y___ R___以给定点(X,Y)为旋转中心,将图形旋转R角;如果省略(X,Y),则以程序原点为旋转中心。例如:(1)G68 R60表示以程序原点为旋转中心,将图形旋转60°。
 扫一扫微信交流
扫一扫微信交流
发布评论